
Contenido
- Defectos de flexión
- Reglas principales
- ¿Cómo doblar?
- ¿Qué doblar?
- Elegir un prototipo
- Descripción de estructuras
- Finalmente
Al equipar una granja, tarde o temprano se enfrenta a la necesidad de doblar la tubería. En un apartamento de la ciudad, con menos frecuencia, pero también. Los precios de las herramientas y accesorios para doblar tubos, tanto vendidos como alquilados, no son tan exorbitantes, pero, por decirlo suavemente, no son alentadores. Por lo tanto, hay personas más que suficientes que quieren hacer un doblador de tubos con sus propias manos, y el propósito de esta publicación es ayudarlos a encontrar un diseño adecuado para su propósito específico y brindar recomendaciones prácticas efectivas para su fabricación.
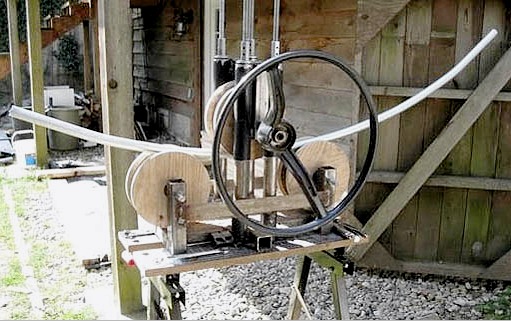
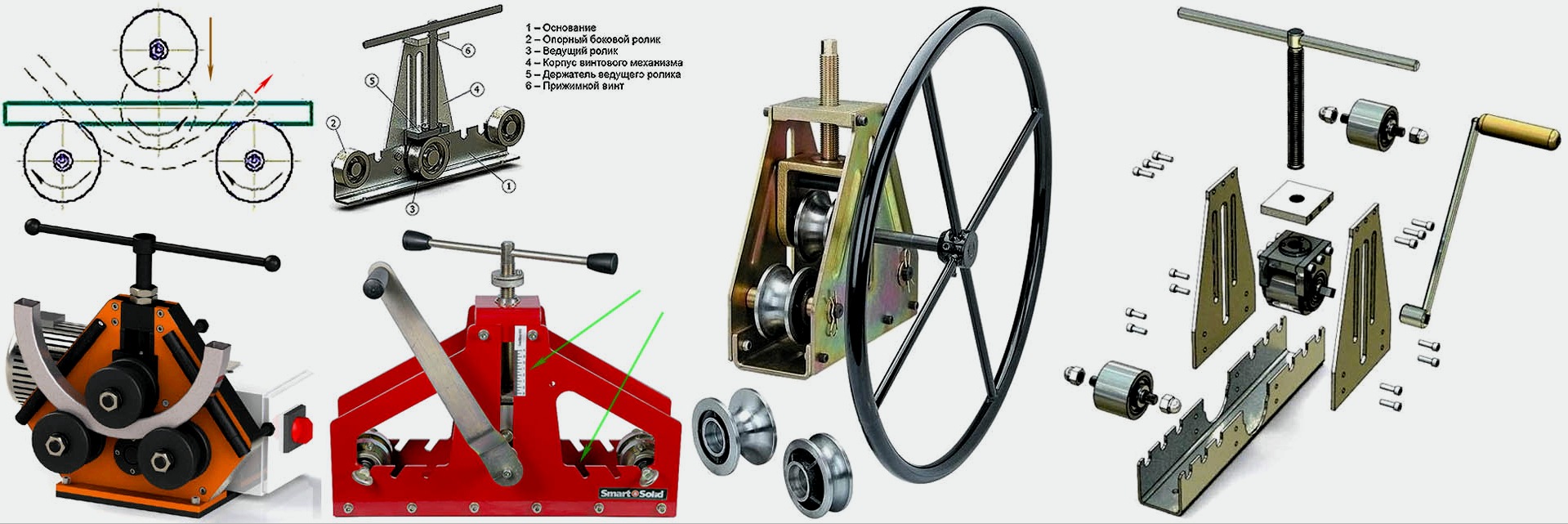
Los artesanos aficionados realizan una amplia variedad de instalaciones para doblar tubos, desde los dispositivos más simples hasta los molinos de doblado reales, vea la imagen:
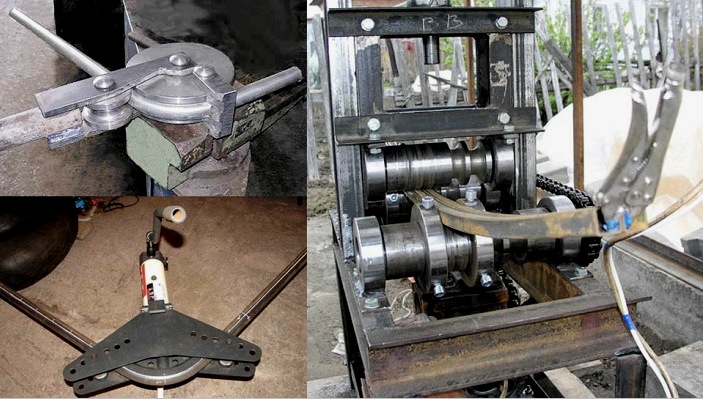
Dobladoras de tubos caseras
Pero una parte considerable de los dobladores de tubos caseros se doblan de acuerdo con el principio «como sucedió, así será». Al mismo tiempo, aquellos que tuvieron la oportunidad de ver el interior de un avión o un cohete deben haber notado los haces y las complejidades de las tuberías dobladas, a veces de la manera más extraña, limpia y exactamente «como estaba». Pero no hay secretos de «espacio alto» según. equipo de producción no. En las fábricas aeroespaciales, el doblado de tuberías lo realizan trabajadores de clase baja o incluso aprendices. Los secretos están en las proporciones correctas de algunas de las características de la fabricación de máquinas y dispositivos para doblar tubos y en la elección del tipo de ellos adecuado para un trabajo en particular. En este artículo se desvelan estos «secretos», con énfasis en un doblador de tubos para un tubo de perfil, ya que, por un lado, son los tubos profesionales los que más se necesitan en los hogares particulares, y por otro lado, su doblado. es mucho más difícil que los redondos.
Nota : más adelante en el artículo, se consideran los planos en frío industrial y tecnológico y, en parte, el curvado decorativo y artístico. Entonces, si está ansioso por establecer en su propio cobertizo una producción mecanizada en masa de, digamos, bobinas hiperbólicas para alambiques de luz de luna, entonces, vea en otro lugar.
Defectos de flexión
En los consejos militares es costumbre informar sobre el enemigo en primer lugar. Así que comenzaremos nuestro «interrogatorio» con lo que debe evitarse.
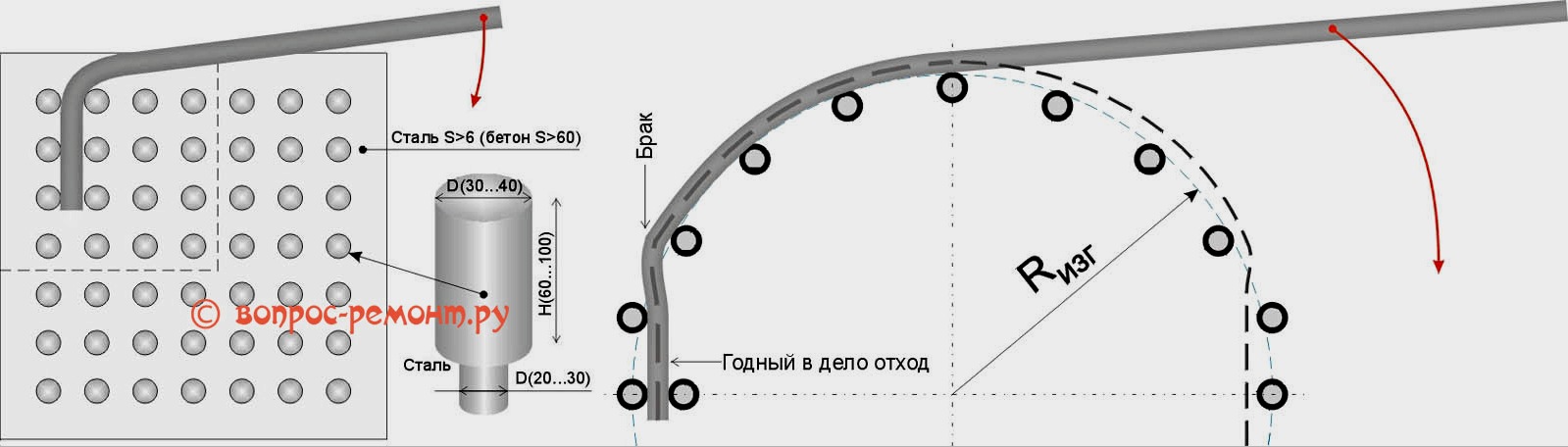
Los defectos típicos en la flexión de la tubería se muestran a la izquierda en la figura:

Defectos de flexión de tubos redondos y perfilados.
Para tuberías domésticas y otras tuberías de uso general, se permiten el caramelo y una ola, reduciendo juntos el área del lumen de la tubería en no más del 10% en el punto más estrecho. En tuberías para gases y refrigerantes, cualquier caramelo y, especialmente, una ola, son indeseables, porque puede haber microfisuras. Una ola, aunque sea pequeña, es inaceptable en elementos tubulares de carga de estructuras y mecanismos de construcción, ya que reduce de manera brusca e impredecible su capacidad de carga.
Un defecto característico en el doblado de tubos perfilados rectangulares es la «hélice» (en el centro de la figura), cuando el tubo se tuerce a lo largo del eje durante el doblado. Un arco o semiarco doblado con una «hélice» es a menudo imposible de arreglar para que sea adecuado para el negocio. El motivo de la «hélice» es la distribución asimétrica de las cargas tecnológicas durante el plegado, y el equipo de plegado para tubos perfilados debe garantizar que fluyan correctamente sobre la pieza de trabajo.
Otro defecto característico, pero ya de tubos redondos de paredes delgadas hechos de metales blandos (cobre, aluminio) – «moño» (a la derecha en la figura), cicatriz longitudinal externa y / o interna; la mayoría de las veces, al mismo tiempo, el aplanamiento de la tubería se nota a simple vista, de ahí el nombre. Habrá una microgrieta en el «bollo» en alguna parte. Una fuga crónica en una toma de agua doméstica o un aire acondicionado que pierde freón no es un «vapor» barato, y una fuga de la tubería de combustible es simplemente peligrosa. Las estructuras de construcción con racimos tubulares son propensas a colapsar repentinamente. El motivo del «moño» de los tubos doblados es la elección y / o el ajuste incorrectos del doblador de tubos.
Reglas principales
Las principales causas de los defectos de curvatura de la tubería son un radio de curvatura incorrecto (más a menudo, demasiado pequeño) y un vástago tecnológico corto («cola»), la distancia desde el extremo de la tubería más cercano a la curva hasta su comienzo. La «cola» es necesaria no solo para la sujeción confiable de la tubería, la «cola» también es un absorbedor del retroceso de las tensiones tecnológicas. Un doblador de tubos perfectamente correcto puede dar lugar a una ola o rechazo (flexión parásita).
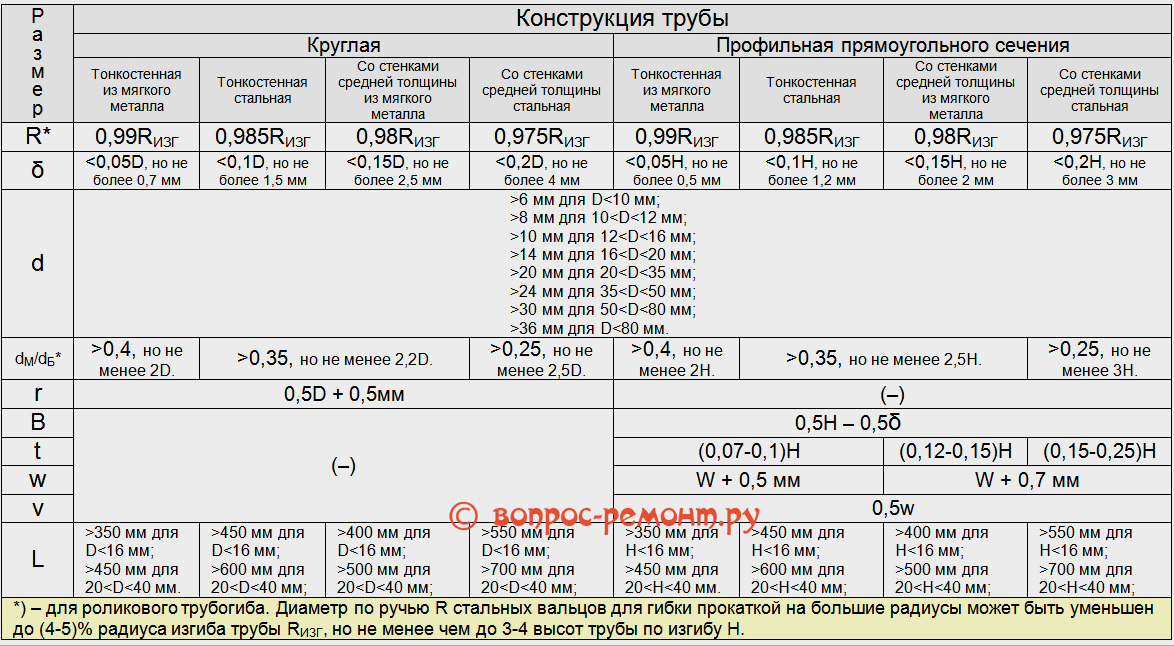
Las reglas para elegir el radio de curvatura de la tubería RIZG y la longitud del vástago tecnológico L se resumen en la tabla:
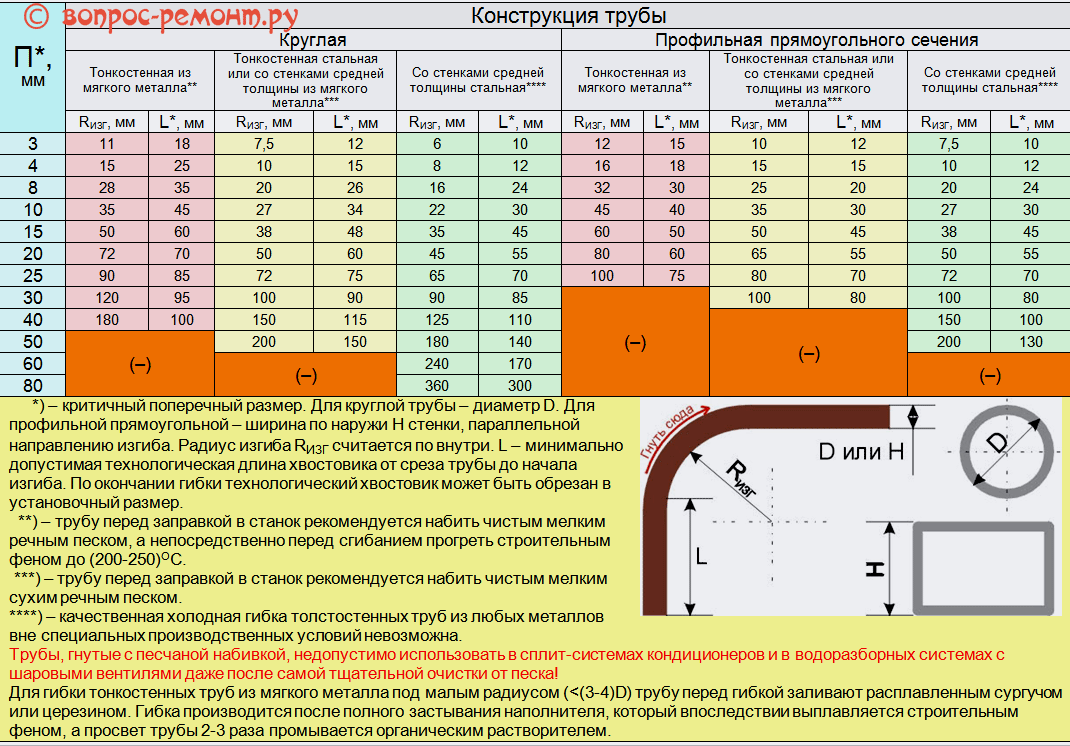
La «cola» es necesaria al comienzo de la curva, es decir. la tubería se llena en el doblador de tubería con algo de exceso en la salida. Los valores de RHSV se calculan para una flexión sin defectos. Si los defectos permitidos (ver arriba) son aceptables, entonces el RURH se puede reducir en un paso. camino:
- Si la diferencia entre los valores tabulares reales y los más cercanos de la sección transversal de la tubería P es superior al 10%, los valores de los valores calculados iniciales se calculan por interpolación. De lo contrario, tomamos el más cercano.
- El RHSV tabular se reduce al valor relativo de rHCH, es decir, expresarlo en los diámetros de la tubería D o sus alturas H.
- Para tuberías con un diámetro de hasta 10 mm, reste 1 de r GEI.
- Para tuberías con un diámetro de 11 a 15 mm, reste 0,85 de rHGI.
- Para tuberías con un diámetro de 16 a 24 mm, se resta 0,75 de rHR.
- Para tuberías con un diámetro de 25 a 40 mm, se resta 0,65 de rHGI.
- Para tuberías con un diámetro de más de 40 mm, reste 0.5 de r GEI.
- Convierta la rHRH relativa de nuevo a la RHRH numérica (milímetro).
- El más grande prácticamente conveniente más cercano se toma del valor obtenido de RIRG.
Ejemplo: necesita doblar desde una tubería de acero 24x24x1.5, es decir ya relacionado con semiarcos complejos de paredes delgadas para una casa de flores o una choza. La estructura es no residencial, liviana, un semiarco complejo no es una estructura portante (ver más abajo), es decir Son aceptables la ola de «fontanería» y el caramelo. Tomamos datos para la tubería H = 25. Según la tabla. encontramos rHR = RHR / H = 80 mm / 25 mm = 3.2. Reste la corrección (para la tubería H = 25!): 3.2 – 0.65 = 2.55. Volvemos a convertir a milímetros (¡de nuevo según la tabla H = 25!): 2,55×25 = 63,75 mm. Es decir, si tomamos un nuevo radio de curvatura de 65 mm en lugar de los 80 “libres de defectos”, entonces se simplificará la selección del dispositivo de curvado y el trabajo, aumentarán las posibilidades de expresión artística por la forma de la estructura, y no habrá defectos visibles y / o peligrosos en la estructura terminada.
Nota : para algunos tipos de dobladoras de tubos, p. Ej. mandril y 3 rodillos, ver más abajo, la «cola» inicial (inicial) no parece ser necesaria. Pero su papel en este caso lo desempeña el resto no doblado de la pieza de trabajo, por lo tanto, es imposible cortar la tubería original exactamente a la medida de antemano, saldrá un matrimonio. Una sección para un solo producto «sin cola», por ejemplo. rizo para forja en frío, corte en reserva para la «cola trasera» igual que la «delantera». El stock se desperdicia, por lo tanto, los productos sin secciones rectas al principio y / o al final es mejor doblarlos en lotes secuencialmente desde una tubería, luego solo la última «cola» se desperdiciará.
Simple – radio
Una dobladora de tubos específica está diseñada para un radio de curvatura dentro de ciertos límites. Pero para elegir un prototipo de un diseño, solo necesita conocer su significado muy general:
- para radios pequeños RIR <5D (o 5H);
- para radios medios 5 <RIZG <20 D o H;
- para radios grandes 20D (H) <RIR;
¿Cómo doblar?
Esto se refiere a los factores de calidad de plegado:
- Limpio (sin defectos) o no – son aceptables los defectos aceptables.
- Para la preinstalación, las distorsiones del perfil de curvatura no son significativas, si solo se encontrara en la zanja / ranura / en los soportes. Las «colas» (extremos rectos) de la sección curva se recortan al tamaño, es decir, E. se corta una sección de tubería para doblar con un margen, que se desperdicia.
- En tamaño, las distorsiones del perfil también son insignificantes, pero las “colas” durante la instalación deben encajar en su lugar con una precisión determinada. Así es como se doblan las partes premedidas de las tuberías de materiales costosos: tuberías de cobre para bajar las tuberías de gas, partes de acondicionadores de aire divididos, partes tubulares de equipos de producción. Por ejemplo, algunos licores exclusivos se producen en destilerías, cuya ruta vapor-líquido es la plata.
- A lo largo del perfil para el premontaje: el perfil de flexión se mantiene con una precisión determinada; se puede ajustar manualmente en el sitio. El plegado se realiza con «colas» tecnológicas para recortar en su lugar. Estructuras de construcción, detalles decorativos de formas arquitectónicas.
- De acuerdo con el perfil a tamaño – piezas hechas de metales valiosos de equipos de producción, dispositivos, máquinas y mecanismos, que, durante la instalación, deben encajar inmediatamente en su lugar o con un ajuste mínimo dentro de los límites establecidos con precisión.
¿Qué doblar?
Quiero decir, ¿qué tipo de curvas necesitas? Este es el segundo factor que determina el tipo de dobladora de tubos necesaria para un trabajo determinado.
En el ámbito doméstico, la mayoría de las veces es necesario un rastro. tipos de curvas de tubería (ver también fig.):
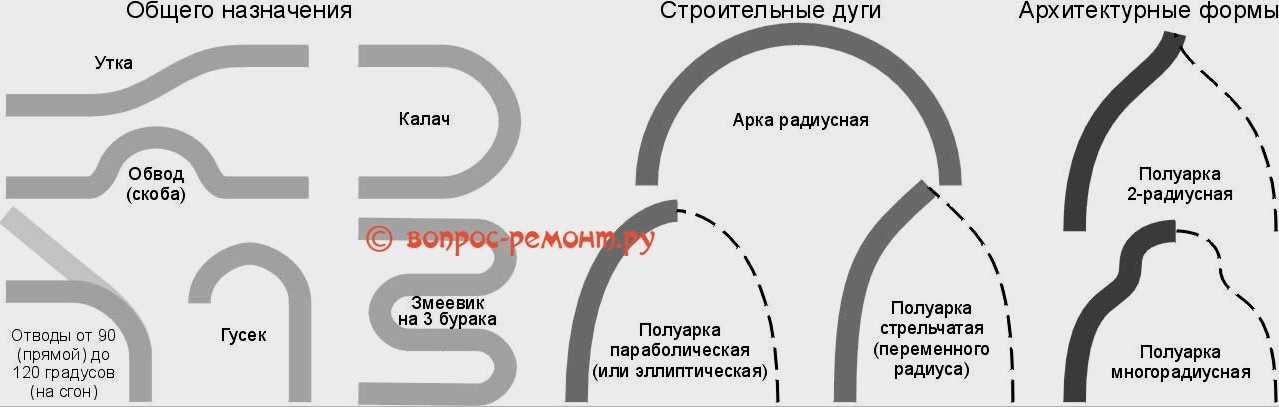
Tipos de curvas de tubería
- Propósito general: todo tipo de tuberías de distribución, dispositivos de ventilación, entradas de comunicaciones por cable, partes de equipos de producción, máquinas, mecanismos, etc. Doblado sobre todo en tamaño o para pequeños premontajes; con menos frecuencia, a lo largo de los radios medios. Los defectos permitidos son aceptables en los detalles de plomería y dispositivos de entrada. Los codos de partes de tuberías de gas y vapor, partes de dispositivos técnicos están libres de defectos por defecto, a menos que se especifique lo contrario en la especificación técnica del producto.
- Los arcos de construcción son partes tubulares curvas de estructuras de edificios que pueden soportar una carga operativa durante mucho tiempo sin el peligro de una destrucción repentina. Doblar casi exclusivamente a lo largo del perfil a lo largo de grandes radios, ocasionalmente, a lo largo de medianos. En las parcelas domésticas privadas, el tipo más demandado de este tipo de piezas son los arcos de una tubería profesional para invernaderos y otras dependencias. De los defectos permitidos, el caramelo es aceptable para no más del 5% del área de la sección transversal del lumen de la tubería.
- Formas arquitectónicas: el radio de curvatura se alterna (a veces en una dirección, luego en la otra dirección) de pequeño a grande. Debido a las «caídas» del perfil de flexión, la capacidad de carga es mucho menor que la de los arcos de construcción de dimensiones comparables. Por la misma razón, es posible la destrucción repentina de una pieza no desgastada. Doblado – a lo largo del perfil para reensamblaje; raramente – en tamaño. Alcance del preim. Estructuras ligeras no residenciales para el diseño de paisajes: cenadores, nichos, pasillos y túneles florales, tapices decorativos, vallas, etc. En las estructuras de estructuras residenciales y habitadas temporalmente, se usan solo junto con elementos de carga adicionales. Los defectos permitidos son aceptables, la mayoría de las veces incluso en el 20-25% del área de la luz.
Elegir un prototipo
Para todo el complejo de los indicadores anteriores, se selecciona un doblador de tubos de un cierto diseño. De los disponibles o parcialmente disponibles para la autoproducción, se trata de dispositivos, herramientas y máquinas para curvar tubos:
- brazo de doblado manual : doblado en radios medianos y grandes de tubos redondos con paredes de espesor normal. Los tubos de paredes delgadas se trituran y trituran, en los tubos de perfil se produce mediante una «hélice» con un ligero giro de la palanca hacia un lado. Sin duda, dará defectos aceptables. Doble para reensamblar o, con una plantilla de control adicional, a lo largo del perfil para reensamblar. Sencillo, barato, no volátil. No se requiere un área de producción permanente para la colocación. Móvil: se puede transportar manualmente a largas distancias. Baja productividad, alta intensidad de trabajo de flexión y fatiga del trabajador. Requisitos bastante altos de fuerza física, calificaciones, resistencia y conciencia del operador. Ámbito de aplicación: partes únicas no estándar de estructuras de edificios;
- placa de flexión (tabla) : similar a una palanca, pero para radios pequeños y medianos. La movilidad manual se limita al sitio de construcción. La productividad es mayor y la intensidad del trabajo, la fatiga y las habilidades requeridas del trabajador son menores que para la palanca. Se aplica Preim. en el curso de trabajos de construcción para la fabricación de partes in situ de tuberías y dispositivos tubulares de entrada y / o ventilación;
- plantilla para doblar (plantilla) : tiene propiedades similares a las de un brazo para doblar, pero está diseñada para doblar tubos de paredes delgadas, hechos de metales blandos y con forma. Es posible doblar sin defectos a lo largo del perfil a medida. Muy baja productividad (especialmente para tubos de acero) debido al «asentamiento» para la relajación del metal, ver más abajo. Si no hay ningún lugar para apresurarse (por ejemplo, en invierno para la temporada de construcción de verano), se puede reemplazar la dobladora de tubos con rodillo. También es posible fabricar formas arquitectónicas de múltiples radios (con contrapatrón). Cualificaciones requeridas de un empleado en el procesamiento de metales – inicial;
- Dobladoras de tubos con rodillos (rodantes) : doblado manual de tubos de hasta 30-40 mm a lo largo del perfil de radio para el premontaje y en tamaño. Los radios de curvatura son pequeños. La complejidad y la intensidad de la mano de obra de la fabricación son bajas. No se requiere un área de producción separada, los requisitos para la calificación del operador son mínimos. El rendimiento es bajo. Es posible un curvado impecable de tubos de paredes delgadas de metales blandos. Móvil a mano. Beneficio campo de aplicación: curvas de uso general (ver arriba) en el curso de trabajos de plomería y reparación y construcción. La complejidad y la intensidad del trabajo de la autoproducción es baja;
- Dobladoras de tubos de ballesta (engarzado) : propiedades similares a las de rodillo, pero con mayor productividad para tubos redondos hechos de metales blandos con paredes de espesor medio. Es posible la reconfiguración operativa sobre la marcha. Los móviles son limitados (transportados por transporte por carretera) o están instalados de forma permanente. La autoproducción no está justificada, ver más abajo. La mayoría de las veces se utilizan para la instalación de tuberías de cobre y aluminio para viviendas y apartamentos. En condiciones de producción: para hacer curvas de uso general en tuberías de acero con un diámetro de hasta 60 mm;
- Las dobladoras de tubos de mandril (bypass) también son similares a las de rodillo, pero es posible doblar con un radio variable sin un vástago inicial. Los requisitos de fuerza física del empleado son bastante altos. El objetivo principal es la producción de pequeños fragmentos con fines arquitectónicos y decorativos y para la forja artística. La complejidad y laboriosidad de fabricar por nuestra cuenta es altísima.
- Dobladoras de tubos con rodillo (laminado o brochado): doblado de alto rendimiento de cualquier tubo a lo largo de radios grandes y medianos. Instalado permanentemente en una habitación especialmente preparada o en un sitio equipado; con menos frecuencia, son transportados al lugar de trabajo. Doblado: sin defectos a lo largo del perfil; posiblemente – por perfil a tamaño. El objetivo principal es la producción de arcos de construcción de radio a partir de una tubería profesional de hasta 80 mm de ancho.
Descripción de estructuras
El material anterior es suficiente para una selección preliminar del diseño del equipo de doblado de tuberías requerido para este trabajo en particular. Para aclarar la solución final, damos descripciones más detalladas.
Brazo de palanca
El dispositivo de un brazo de flexión manual no es más fácil en ninguna parte, ver fig. Sin embargo, con una adaptación tan primitiva del siglo y el milenio, los detalles se desviaron, a veces confundiendo a los tecnólogos modernos. La tubería también se puede colocar en el suelo colocando bloques de madera debajo y asegurándola con soportes clavados en el suelo. Es mejor trabajar con una palanca con un auxiliar que sujeta la pieza de trabajo, verificando durante el doblado de acuerdo con una plantilla preparada previamente.
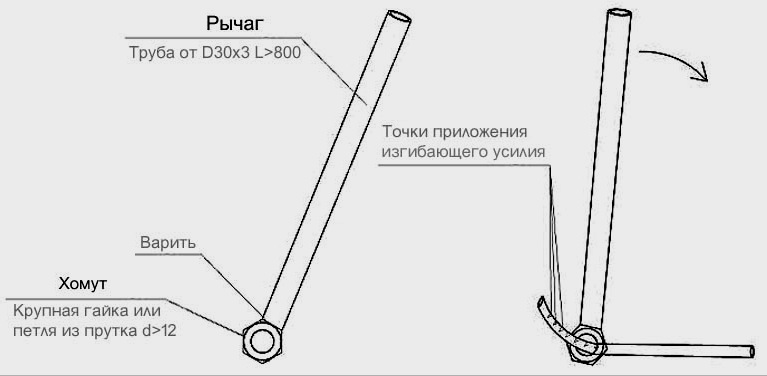
Brazo para doblar tubos manual
Lámina
Una placa de flexión (dobladora de tubos manual de soporte y tope) se ha conocido tanto como la palanca. El diseño es de alguna manera ingenioso: el tubo de doblado en sí se usa como palanca de doblado, y en lugar de un «agujero» (una abrazadera en la palanca), su opuesto es un pasador de empuje de soporte fuerte o varios de ellos. En general, todo está de acuerdo con las leyes de Murphy: si no funciona como debería, intente hacer lo contrario.
El diseño de la placa de plegado se ve claramente en la Fig. (izquierda):
Placa de flexión (dobladora de tubos manual resistente al soporte) y su modificación «suelo» para la fabricación de arcos del marco del invernadero
La variedad más común es el 4×4. Todos los dobleces comunes se pueden hacer en la losa para el premontaje (con defectos permitidos). Las paradas que interfieren simplemente se eliminan; los que faltan se sustituyen. El paso de instalación de los pasadores de soporte se toma de modo que el tubo más grueso utilizado esté entre ellos. La losa de hormigón se puede verter directamente en el suelo en alguna parte obscena del sitio de construcción, por ejemplo. donde estará la base del cobertizo (¡adentro, no debajo de la cinta!) o, por ejemplo, un pozo negro. El grado de la solución terminada: de M250; el refuerzo no tiene menos de 2 niveles. Los agujeros para los pasadores se forman con palos de madera envueltos en papel de aluminio o engrasados abundantemente con grasa (peor). Los pasadores para la losa de hormigón deben realizarse con vástagos tan largos como el espesor de la losa; También puede usar pasadores redondos simples de secciones de tubería de pared gruesa o barra de acero.
La modificación «de tierra» de la placa de plegado se muestra en el centro y a la derecha en la fig. Soportes / topes: tubos clavados en el suelo o estacas de madera. En una «máquina» de este tipo, puede doblar hasta 5-6 arcos de invernadero desde una tubería hasta 16x15x2 a la vez. Una característica importante: la tubería debe rodearse lentamente a lo largo de las paradas, en varios pasos; de lo contrario, debido al retorno del voltaje, es posible un rechazo: una onda hacia atrás. La película se limpiará todo el tiempo y es poco probable que sea posible montar un revestimiento de policarbonato de alta calidad. Los arcos colocados se dejan en la «máquina» durante un día (preferiblemente hasta una semana), de modo que las tensiones residuales en el metal de la tubería «se disipen» (relajen) y el perfil de los arcos no «salpique» más allá de lo permitido. límites.
Nota : sobre la base de la placa de doblado, puede hacer una máquina manual universal de soporte y parada para doblar tubos y varillas, vea el video:
Video: dobladora universal casera.
Conductor
La «placa para doblar de tierra» es, en esencia, una plantilla para doblar, una plantilla. Los tubos se doblan a lo largo de conductores sólidos en radios medianos y grandes (pos. A y B en la figura); posiblemente con un radio de curvatura variable. En este caso, los extremos de la pieza de trabajo en la plantilla se juntan durante el tiempo de relajación del metal con una cuerda de arco doble, que se retuerce firmemente con un trozo de barra insertado en el medio.
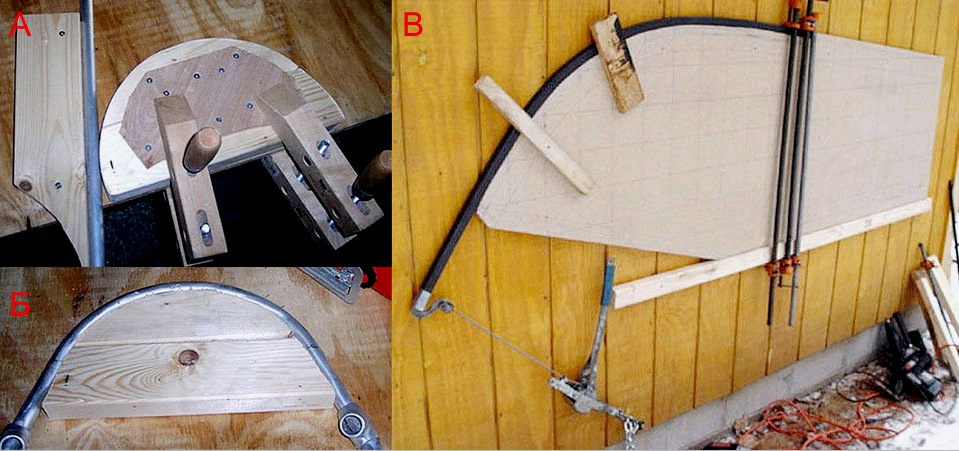
Tubería doblada a lo largo del conductor
Es posible doblar a lo largo de la plantilla sin usar el área de producción, si cuelga la plantilla en la pared. Luego, la pieza de trabajo se fija con una abrazadera y un cabrestante manual (pos. B). Es posible doblar a lo largo de un radio alterno; para esto, la tubería en las concavidades del perfil se sujeta con contraplantillas. Para doblar tuberías con un trazo a lo largo del conductor, consulte también el gráfico:
Video: plantilla de forjado en frío hágalo usted mismo de la A a la Z
Palabra y rodillos y rodillos
El corazón de todas las herramientas y accesorios para doblar tubos que se describen a continuación son los rodillos perfilados y los rodillos. Son estos detalles los que determinan principalmente la calidad del plegado. Si una máquina atractiva dobla un tubo de 20x40x2 a lo largo de un radio de 2 m con una onda y / o una «hélice», los rodillos incorrectos son los culpables del 99%.
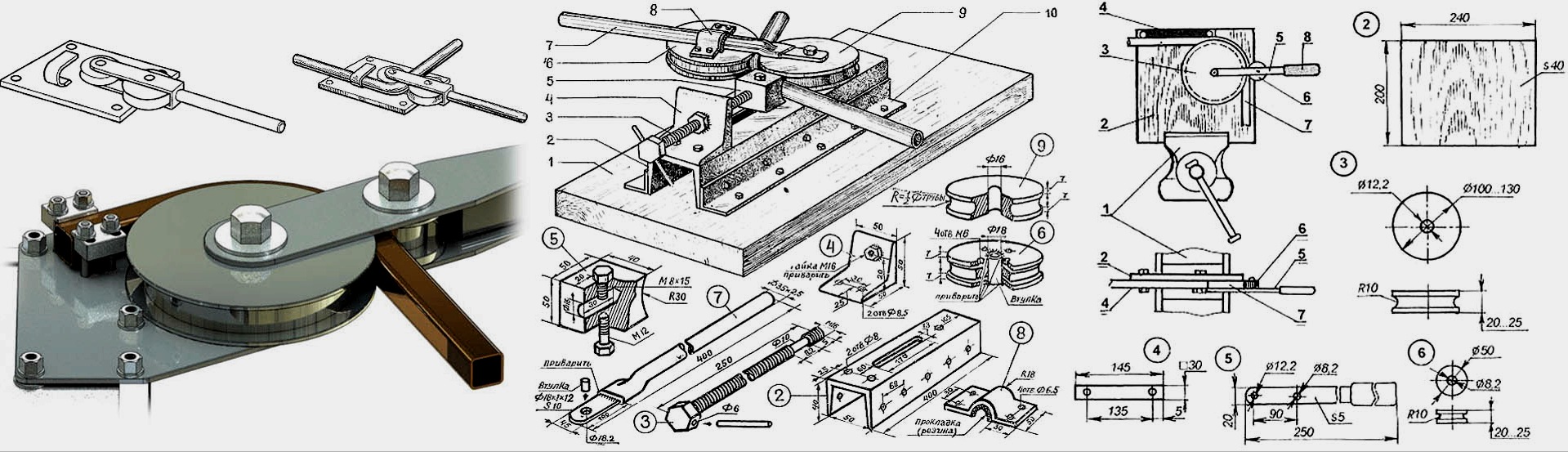
Los perfiles, parámetros dimensionales y relaciones de ajuste para rodillos y rodillos de dispositivos para doblar tubos se muestran en la Fig .:
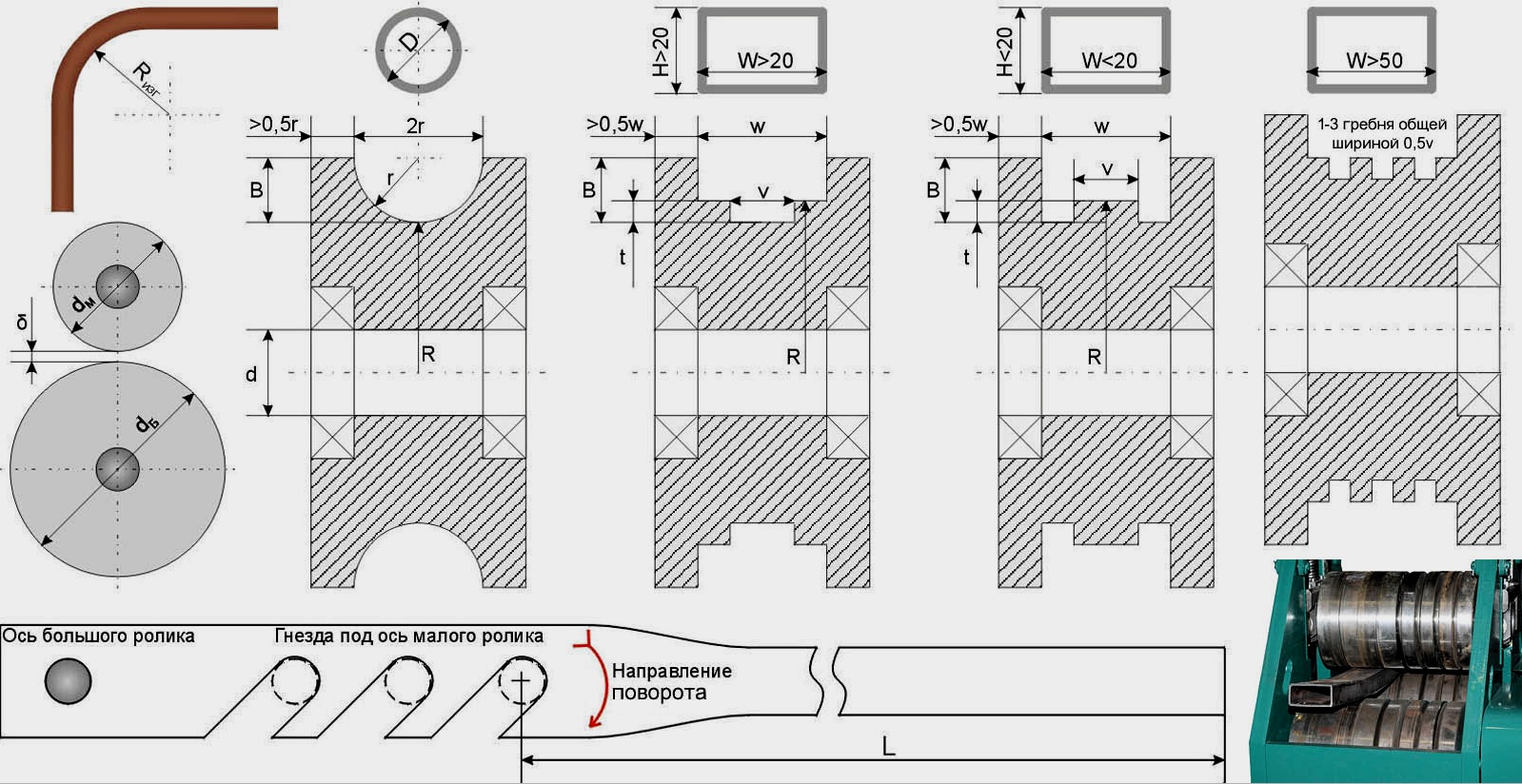
Perfiles, dimensiones y relaciones de instalación para rollos y rodillos de dispositivos para doblar tubos
Se necesitan ranuras y crestas en las ranuras (ranuras de trabajo) de los rodillos / rodillos para tubos perfilados para disipar las tensiones tecnológicas de tal manera que se excluya el «moño» en los lados doblados y la «hélice» general. El ancho de las ranuras y crestas en las ranuras de los rodillos para tubos anchos (a la derecha en la figura) está dentro de los 5-10 mm. Esto no es suficiente para una garantía de la «hélice», ver más abajo. Abajo en la Fig. También se muestra el dispositivo de la palanca-mango para dobladoras de tubos con rodillos manuales. Los rodillos están asegurados para que no se caigan mediante las tuercas de los vástagos roscados de los ejes, pero presionar el eje en la ranura oblicua al girar la palanca reduce en gran medida la capacidad del rodillo para «iniciar una ola». Si hace ranuras con un paso de 20 mm (por razones de resistencia), entonces, teniendo 2-4 rodillos pequeños reemplazables de diferentes diámetros, puede reajustar rápidamente la herramienta a RIZG en algún lugar en el rango de 20-120 mm con un paso de 10 mm, lo que a efectos prácticos es suficiente. Las dimensiones expresadas numéricamente para la Fig. se dan en la tabla:
Pero lo que no es necesario para los rodillos dobladores de tubos para arcos de un tubo profesional es la precisión «cósmica»: se enrollan hasta el espejo en funcionamiento, como rieles debajo de las ruedas de un tren. Por lo tanto, en primer lugar, los rollos de una máquina dobladora de tubos para un perfil pequeño en radios grandes (lo mismo para arcos de invernadero) se pueden reclutar a partir de discos de madera contrachapada (ver Fig.). Entonces, el radio de los rodillos a lo largo de la corriente R debe ser de al menos (0,2-0,25) RIZH; de lo contrario, la tubería puede «lamer» la corriente y la máquina se atascará y la pieza de trabajo quedará «bloqueada».
Dobladora de tubos con rollos de madera contrachapada
En segundo lugar, los rodillos / rodillos de acero de larga duración para radios pequeños y grandes se pueden fabricar sin girar:
Video: rodillos para dobladora de tubos sin girar.
o
e incluso sin soldar ni tornear:
y los rodillos de una simple dobladora de tubos para arcos de invernadero en brochado manual – de rodamientos:
Rodillo
Las dobladoras de tubos manuales son de 3 rodillos (con un rodillo de presión) y de 2 rodillos (con un tope de tubo deslizante). Los rodillos aquí y allá necesitan cincelar a lo largo del perfil (la precisión es algo común en la construcción de máquinas), por lo tanto, por supuesto, una dobladora de tubos de 3 rodillos (vea la figura a continuación) costará más, pero si no rompe la palanca abruptamente, como mínimo para una tubería determinada, RIZG dará una curva limpia y sin defectos. La fuerza de trabajo en la palanca de una dobladora de tubos de 3 rodillos es menor que en la palanca de una herramienta con tope, pero el tamaño de doblado de 3 rodillos es imposible: la tubería se estira notablemente detrás del rodillo de derivación, por lo tanto, se mide previamente valiosas piezas de trabajo se doblan en curvas y rollos con 2 rodillos.
Dispositivo y dibujos de 2 variantes de una dobladora de tubos manual de dos rodillos
El dispositivo doblador de tubos de 2 rodillos se muestra a la izquierda en el siguiente. fig., y en el centro y a la derecha hay dibujos de 2 de sus opciones para cerrajería, hogar y trabajos de instalación y reparación: sobremesa y desmontable para instalar en un tornillo de banco. Tenga en cuenta: usar un doblador de tubos extraíble con una placa horizontal es mucho más conveniente. Por lo tanto, muchos ventiladores colocan esquinas en forma de T de 60x60x3 a la parte inferior de la placa y sujetan el dispositivo en un tornillo de banco. Pero, solo si sus mandíbulas son de acero o están hechas de hierro fundido gris o blanco para herramientas. Y ahora la venta está llena de hermosos, como chocolates, un tornillo de banco hecho de hierro fundido en bruto. Con un esfuerzo relativamente pequeño, la esponja se desprende muy bien.
Dispositivo doblador de tubos manual de tres rodillos
Nota: además, cómo hacer un doblador de tubos con rodillo para tubos de perfil con sus propias manos sin girar, vea el video:
Video: una simple dobladora de tubos en 2 horas sin girar
Ballesta
Una dobladora de tubos tipo ballesta es esencialmente una plegadora que funciona según el principio de forzar una pieza de trabajo entre un par de rodillos perfilados torneados, que en este caso son una matriz de prensa. Por lo tanto, los dobladores de tubos de ballesta manuales con un accionamiento de trinquete de piñón y cremallera son raros: en 3-4 curvas de un tubo de cobre, docenas de manos ya están cansadas. La mayoría de los dobladores de tubos de ballesta se suministran con un accionamiento hidráulico con bombeo manual o una bomba eléctrica. Digamos de inmediato: no tiene ningún sentido especial hacer un doblador de tubos de ballesta usted mismo. El motivo no son los rodillos torneados y / o la hidráulica, sino su parte principal: el punzón (zapata). Es absolutamente irreal colocar el equipo necesario para su fabricación en casa o en un garaje y suministrarlo desde una fuente de alimentación doméstica. Si encuentra un zapato viejo y gastado (y necesita varios de ellos), entonces, en lugar de una curva más o menos decente, se irán los trapos y las mierdas. Por lo tanto, el propósito de esta sección es ayudar al lector a elegir un doblador de tubos de ballesta adecuado entre los disponibles para la venta o el alquiler.

Dobladoras de tubos de ballesta
Solo se puede justificar la fabricación independiente de una dobladora de tubos de ballesta estacionaria (elemento 1 en la figura) al comienzo de una microempresa, respectivamente. perfil. Un juego de zapatos y un gato automático de 10 tf costará varias veces más barato que una pieza de equipo terminada, especialmente porque el gato se puede quitar para el uso previsto. Para tal caso, las dimensiones aproximadas del marco de instalación se dan en la pos. 2; su metal debe mantener la fuerza de rotura de 10 tf, y la cizalla aprox. hasta 7 tf. Pero tenga en cuenta: solo puede hacer detalles relativamente pequeños. Para doblar el tubo de 6 m en el medio 90 grados, toda la máquina deberá elevarse más de 1,7 m sobre el piso, lo que significa: techo alto, estructura de soporte sólida y plataforma del operador. Y desde el punto de vista de las autoridades supervisoras, trabaje a una altura que requiera una licencia especial.
Si tiene la intención de comprar una ballesta plegable (variante de nombre comercial), entonces es mejor llevarla con un marco de doble esquina y en un juego completo (pos.3): luego, comprar zapatos / rodillos / reglas por pieza costará 2- 4 veces más. No es deseable tomar una herramienta con un marco recto (pos. 4), esto le da una pegajosidad, que se nota en la foto publicitaria. Las filas de orificios de montaje de los rodillos deben estar dobladas aprox. a 150 °, cuya parte superior debe estar en el centro de curvatura del zapato en su salida de trabajo. Entonces, la flexión por debajo de 90 ° estará limpia, y si los defectos permitidos son aceptables, entonces el rollo también se puede doblar.
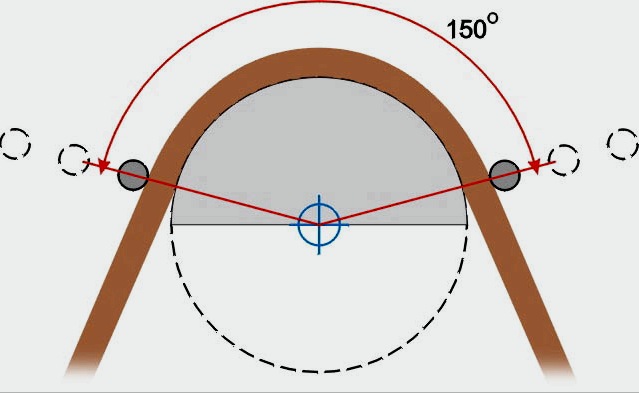
Ubicación correcta de los orificios de montaje de los rodillos de derivación en el marco del doblador de tubos de ballesta
En cuanto a las herramientas «baratas» con un solo marco y topes deslizantes (pos. 5), este es un truco francamente comercial. La fuerza de flexión es de cientos de kgf o toneladas, y la desviación de la curva del plano («bigotes») debido a la inclinación del marco puede alcanzar 3-5 mm / m, y una onda recorre los bordes de la curva. . Esto no da tanto miedo, al principio el instrumento se dobla satisfactoriamente. Pero pronto el recubrimiento de las esponjas deslizantes se desgasta, su metal se vuelve cobrizo y hay convulsiones en la curva, o incluso un «moño» con grietas visibles. En general, una herramienta de este tipo está a la venta, pero no por un trabajo regular y prolongado.
Dornovye
Un dorn es una plantilla de doblado (plantilla), sobre la que no se presiona la pieza de trabajo, sino que se traza a lo largo de su flujo. Los dobladores de tubos de mandril (bypass) se utilizan, en primer lugar, si la curva de un radio pequeño debe ser lo más limpia y precisa posible. Para ello, el accionamiento manual se realiza como trinquete con reductor o electrohidráulico. En segundo lugar, se utilizan dobladoras de tubos de mandril de palanca manual si necesita una herramienta económica para doblar rápidamente más de 90 ° con calidad satisfactoria (piezas en bruto de grapas, rollos, bobinas).
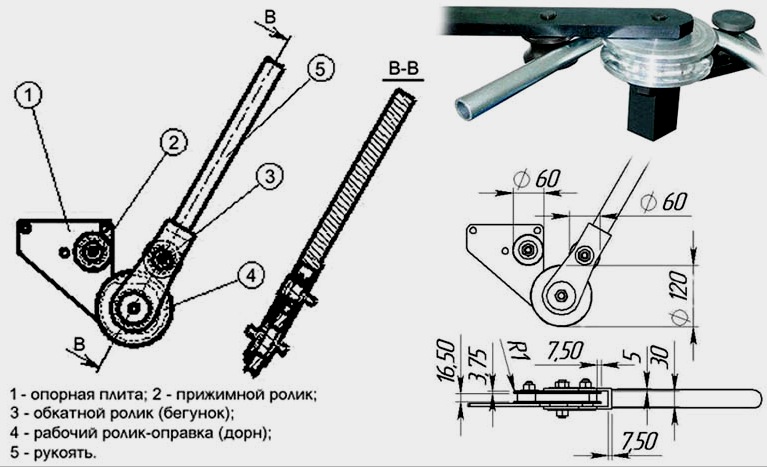
El dispositivo y el principio de funcionamiento de una dobladora de tubos de mandril manual con un conductor giratorio y un mecanismo de trinquete de engranajes se muestran a la izquierda en la figura:

Dobladoras de derivación con plantilla giratoria
Una dobladora de tubos de derivación manual comprada con una plantilla fija (en el centro) debe seleccionarse de acuerdo con los mismos criterios que para una ballesta: una estructura estable y potente, rodando la pieza de trabajo a la plantilla con rodillos (centro superior). En la producción, las máquinas dobladoras de mandril con electrohidráulica se utilizan ampliamente (a la derecha de la figura) para un doblado a medida muy preciso y limpio a lo largo del perfil (posiblemente curvatura variable). Además de la sujeción, el rodillo «colgante» (parásito) sirve como amortiguador de vibraciones. El motor eléctrico hace girar la plantilla a través de un tren de engranajes y al mismo tiempo la bomba hidráulica, desde la cual trabaja el cilindro hidráulico, presionando los rodillos con una fuerza especificada con precisión.
Rodillo
Las máquinas dobladoras de tubos con laminación (brochado, rodillo) también se conocen en 2 variantes para un propósito específico: con una mesa fija y una mesa de rotura. Estos y otros, manuales y con accionamiento de máquina, se instalan de forma permanente o se realizan en vehículos transportables para su uso en el lugar de trabajo. Se utilizan, por regla general, para doblar a lo largo de grandes radios de tubos de forma rectangular, pero los tubos redondos también se pueden doblar. Los arcos de la madera en rollo salen con un tornillo ligeramente doblado (en una espiral suave), pero este defecto en este caso (tubería redonda) se puede corregir completamente durante la instalación. Pero el «tornillo» del tubo profesional sin duda irá con la «hélice», que es simplemente invisible en un tubo redondo.
Con mesa fija
Las dobladoras de tubos de rodillos con mesa fija doblan tubos profesionales a lo largo de grandes radios sin defectos exactamente a lo largo del perfil. No se necesitan «relaves» tecnológicos de la pieza de trabajo al inicio y al final del proceso, es decir, es posible doblar el perfil a medida. Sin embargo, el perfil es único: un arco circular (de un solo radio). En general, estas máquinas curvadoras son óptimas para la producción en masa de arcos de apoyo para invernaderos, cobertizos, garajes y otras dependencias, incl. en el lugar del cliente.
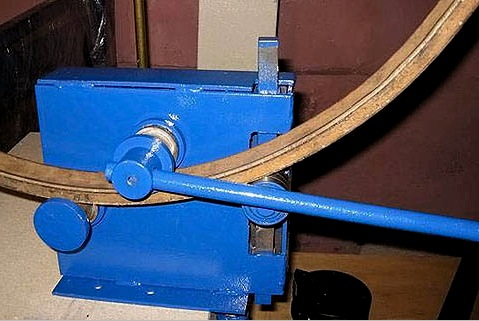
El dispositivo de la dobladora de tubos con rodillo se muestra en la figura:
Dispositivo curvador de tubos con rodillo con mesa fija
Arriba a la izquierda: su principio de funcionamiento: la pieza de trabajo se coloca en los rodillos inferiores y los superiores presionan al radio de curvatura deseado, luego los rodillos se ponen en rotación hasta que sale la «cola trasera». Los rodillos inferiores son los mismos, esto asegurará una distribución simétrica de las tensiones tecnológicas y, en consecuencia, una flexión limpia y sin defectos. El rodillo superior se suele fabricar con un diámetro de 1,5 a 2,5 veces mayor que el de los inferiores, lo que acelera el enrollado sin aumentar significativamente la fuerza de trabajo. Cuando compre o diseñe una dobladora de tubos casera de este tipo, asegúrese de que tenga una escala de radio de curvatura y que las ranuras de instalación de los rodillos inferiores sean oblicuas en forma de «espiga invertida» (mostradas por flechas verdes). Sin una escala de radios, tendrá que estropear varias piezas de trabajo, y los rodillos en ranuras rectas, transversales o longitudinales (ver más abajo), pueden «iniciar una ola» debido a golpes o desplazamientos. En el trabajo, tenga cuidado con la instalación asimétrica o la desalineación de los rodillos, entonces ningún perfilado adecuado lo salvará de la «hélice». En la figura se muestran dibujos de una dobladora de tubos con rodillo para tubos profesionales de hasta 45 mm en el lado ancho:
Dibujos de una dobladora de rodillos con una mesa fija.
La desventaja de este diseño es la instalación de los rodillos inferiores en ranuras longitudinales rectas, sería mejor proporcionar oblicuos, como se muestra en la barra lateral en el mismo lugar. La eficiencia de reconfigurar la máquina no disminuirá notablemente, pero se excluyen la asimetría y las fallas de configuración en el funcionamiento.
Más sobre la unidad
La simetría de la fuerza motriz también es importante principalmente «desde la hélice». En este caso, la disposición simétrica de los rodillos aún no es una medida suficiente.
Para la distribución simétrica de las tensiones tecnológicas, el rodillo impulsor también debe ubicarse simétricamente con respecto a los impulsados, es decir, el accionamiento de la máquina es necesario en el tambor central (superior). Si, por ejemplo, por razones ergonómicas, la transmisión simplemente se transfiere al tambor inferior (a la izquierda en la figura), tarde o temprano (o inmediatamente) la máquina dará una «hélice» y, posiblemente, una onda en grandes radios.

Ejecución incorrecta y correcta del accionamiento de la dobladora de tubos enrollables
En este caso, ambos rodillos inferiores deben hacerse adelantados, sincronizándolos con un accionamiento secundario rígido, por ejemplo. cadena, en el centro. Y es mejor hacer que todos los rodillos sean iguales y sincronizar los 3. El rodillo se ralentizará un poco, pero se excluirán sus defectos irreparables. Sin embargo, si reemplaza la compuerta de palanca con un volante, como en la fig. al comienzo de la sección, pero es más difícil trabajar como volante, entonces la flexión irá – «incluso para un cohete».
Con una mesa para romper
La mesa de trabajo de este tipo de dobladora de tubos consta de 2 partes: fija y suspendida sobre una bisagra. La parte «colgante» está sostenida por un gato, y el rodillo inferior saliente está montado sobre ella. Por lo tanto, el radio de curvatura de la tubería se ajusta con precisión y sin problemas. El diseño resulta bastante engorroso y pesado, por lo que se instala solo de forma permanente.
La distribución de las tensiones tecnológicas de la pieza de trabajo en el doblador de tubos con mesa de rotura es inicialmente ligeramente asimétrica. Solo hay una medida sencilla para combatir esto, organizativa: no gire el disco demasiado rápido, reduciendo la productividad. Pero, en primer lugar, es posible doblar no solo a radios grandes, sino también medios: el rango de ajuste del RIG en un doblador de tubos con una mesa de ruptura es mucho más amplio. Esta circunstancia también es significativa cuando la mesa está estacionaria, por lo tanto, algunos maestros mecánicos fabrican dobladoras de rodillos con un rodillo superior no móvil, y el RIZH se instala levantando el mecanismo de piñón y cremallera saliente, ver Fig .:
Ajustar el radio de curvatura del doblador de tubo de rollo moviendo el rollo de salida
En segundo lugar, con un asistente calificado, puede doblarse con un radio suavemente variable, por ejemplo, semi-arcos de lanceta: uno gira la unidad (o regula la eléctrica) y el segundo bombea el gato. ¿Por qué belleza innecesaria? La verdadera belleza nunca es superflua. Por ejemplo, los invernaderos sobre arcos apuntados son más que relevantes en las regiones del norte, donde el sol no sale alto ni siquiera en verano. Aprox. + 15-20% de aumento en el rendimiento y 10-12% de ahorro en iluminación ya es una belleza económica, materialmente expresada de manera muy tangible.
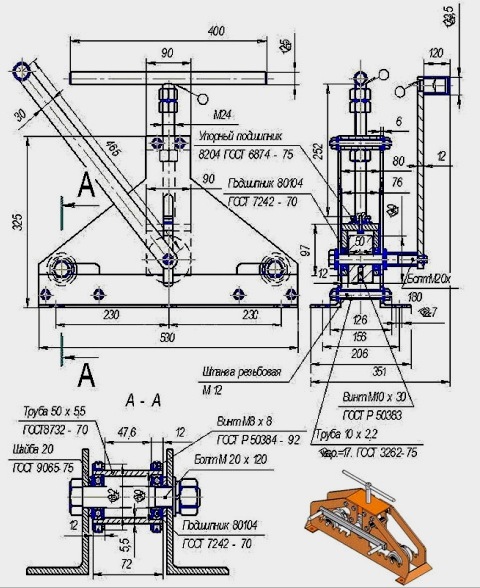
El dispositivo, las dimensiones aproximadas y algunas características de diseño de la máquina dobladora de tubos en rollo con mesa de rotura se muestran en la figura:
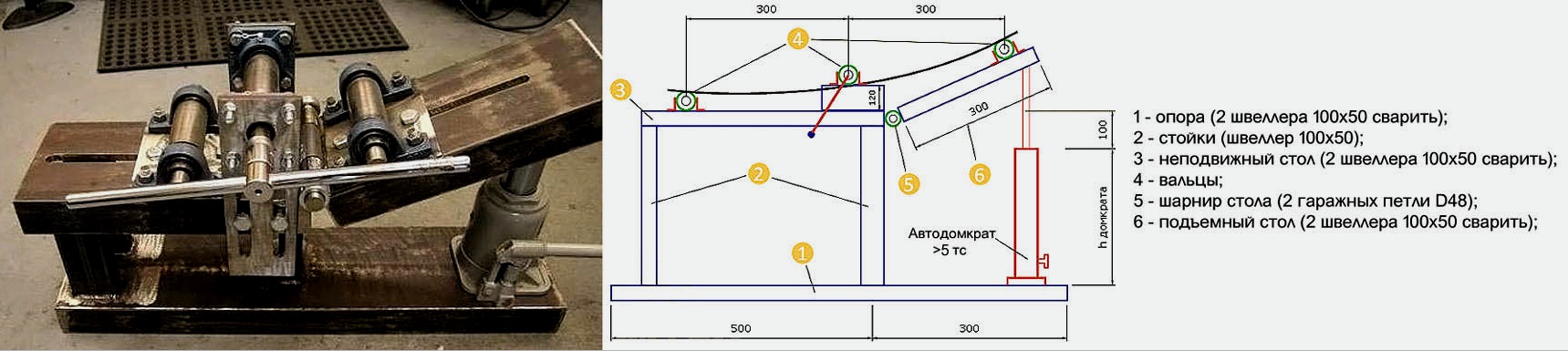
El dispositivo y las dimensiones de un doblador de tubos con una mesa de ruptura para un tubo profesional.
La instalación de los rodillos accionados que se deslizan en las ranuras longitudinales es un hallazgo bastante valioso. La expansión del rango de ajuste de RIZG es, como dicen, más semillas: empujando los rodillos inferiores asimétricamente desde el superior, es posible compensar la asimetría de la distribución de la tensión. En principio, después de haber invertido mucho tiempo y material en experimentos, es posible construir una curva de ajuste o una tabla para diferentes RIGS, según la cual la máquina está configurada para un plegado sin defectos. Es cierto que la posibilidad de fabricar semiarcos de radio variable en este caso, muy probablemente, desaparecerá o se reducirá significativamente. Lo cual, por supuesto, no es bueno.
Nota: para obtener más información sobre la producción de una dobladora de rodillos con una mesa de ruptura, vea el video:
Video: Dobladora de rodillos con mesa de descanso
Finalmente
La producción de partes arqueadas y semi-arqueadas de estructuras de edificios a partir de una tubería profesional es un negocio bastante rentable y no requiere costos de puesta en marcha significativos. Por lo tanto, al final, vea el video en 2 partes sobre cómo hacer un doblador de rollo de un nivel cercano a uno profesional con sus propias manos para hacer arcos para invernaderos y dependencias a partir de tuberías con forma, parte 1:
Video: dobladora de pipas de bricolaje serio

( 2 evaluaciones, la media: 5,00 sobre 5)
Cargando … qué más leer: Máquina perfiladora casera: normas, recomendaciones, métodos de doblado, ejemplos Máquina dobladora de chapa de bricolaje: diseño y disposición, diagramas, montaje Taladro: cómo hacerlo usted mismo, componentes, dibujos, fabricación Mostrar todos los materiales con una etiqueta:
- Herramientas de máquina
Ir a la sección:
- Hágalo usted mismo electricista, técnica y máquinas herramienta.
Discusión:
escribir
Nombre *
Correo electrónico *
Suscribirse a las respuestas por correo
Al hacer clic en el botón «Agregar comentario», acepto el acuerdo de usuario y la política de privacidad del sitio.








