
Contenido
- Estampado, forjado y plegado
- Máquinas y accesorios de forja en frío
- Twisters
- Caracoles
- Video: la máquina de forja artística de bricolaje es simple.
- ¿Cómo hacer un rizo?
- Barras de torsión
- Video: máquina de forja en frío eléctrica casera.
- Ola y zigzag
Mirando las cercas, puertas y portones, como en la figura, en casas que claramente no pertenecen a una clase élite, una persona que tiene alguna idea del equipamiento de una forja y la naturaleza del trabajo allí puede pensar: ¿de dónde sacaron ¿mucho dinero? Alguien más versado en herrería no tendrá esa pregunta: estas bellezas, así como la decoración de metal de los muebles, las estructuras de jardín ligeras, los columpios, los bancos, etc., se crean mediante la forja en frío.

Muestras de forja artística en frío

Soporte de hierro forjado
Los precios de la forja en frío son asequibles porque los costos de producción y equipos iniciales son bajos y la productividad no es mala para las condiciones artesanales. En consecuencia, un herrero de propiedad intelectual especializado en forja artística en frío puede contar con un inicio bastante rápido y una buena rentabilidad. Quizás uno de los propietarios de las muestras de la fig. Yo mismo hice el mío: la forja en frío con mis propias manos es factible en un garaje o un cobertizo sin experiencia, y piezas forjadas para muebles pequeños, balaustres, barbacoas y todo tipo de otros utensilios de metal (ver, por ejemplo, el figura de la derecha), se puede hacer incluso en las condiciones del hogar.
La base de la «forja en frío» es una máquina de forja en frío. Para un ciclo de producción completo, capaz de satisfacer cualquier fantasía imaginable propia o de un cliente, se requerirán 5-7 tipos de máquinas, 3-5 de las cuales podrá realizar a mano. Sin embargo, al principio, antes de gastar dinero en una máquina o materiales para ella, es muy deseable dominar los inicios de la herrería. Por lo tanto, también consideraremos algunas técnicas para hacer piezas de forja artística sin una máquina herramienta y equipo para ellas, que se pueden hacer rápidamente a partir de materiales de desecho.
Estampado, forjado y plegado

Entonces, ¿qué es la forja en frío? Se diferencia del estampado en que el metal bajo la influencia del cuerpo de trabajo apenas fluye o fluye débilmente. Eche un vistazo a una lata de cerveza o, digamos, una tetera de aluminio o estaño. Se exprimen con un golpe del punzón de la prensa de estampación; hervidor, etc. productos de forma compleja: un punzón deslizante compuesto. Es imposible obtener el esfuerzo de trabajo necesario para crear una presión tan alta en el hogar, excepto en un caso, ver más abajo.
El forjado en frío se diferencia del forjado en caliente, por supuesto, en que la pieza de trabajo no está precalentada. En realidad, la forja en frío, que es la forja, es el remachado (endurecimiento por deformación) de una pieza con una larga serie de golpes regulares de cierta fuerza. En este caso, la estructura del metal cambia significativamente: la dureza de la capa superficial aumenta y el núcleo proporciona tenacidad general y resistencia a la fractura. Los artesanos, fabricantes de herramientas y armeros, literalmente buscan amortiguadores y llantas de vagones de ferrocarril, trozos de rieles.
El remachado del acero se realiza con un martillo mecánico. Es posible hacerlo usted mismo, e incluso más fácil que algunos tipos de máquinas para la forja artística en frío. Pero esta publicación está dedicada precisamente a este último tema, y la forja artística en frío es esencialmente doblado (doblado) del metal: su estructura en la pieza no sufre cambios significativos, y el cambio en las propiedades físicas y mecánicas del metal por la calidad del producto final no es significativo. Por tanto, dejaremos la forja en frío, que es la forja, hasta una ocasión adecuada, y nos ocuparemos de la forja, que es el plegado. En aras de la brevedad, lo llamaremos simplemente forja artística, y cuando sea necesario mencionar la forja en caliente, se mencionará específicamente allí.
Máquinas y accesorios de forja en frío
El equipo principal para la forja artística de bricolaje son varios tipos de máquinas y dispositivos con accionamiento manual. El accionamiento eléctrico se utiliza con poca frecuencia, porque el aumento resultante de la productividad no siempre es igual a la complejidad de la fabricación y al costo de la electricidad. Sin embargo, seguiremos recordando el accionamiento eléctrico de las máquinas de forja domésticas, mientras nos ocupamos de los «frenos de mano». Casi todos los elementos de los productos de la Fig. al principio se puede hacer en los siguientes tipos de máquinas:

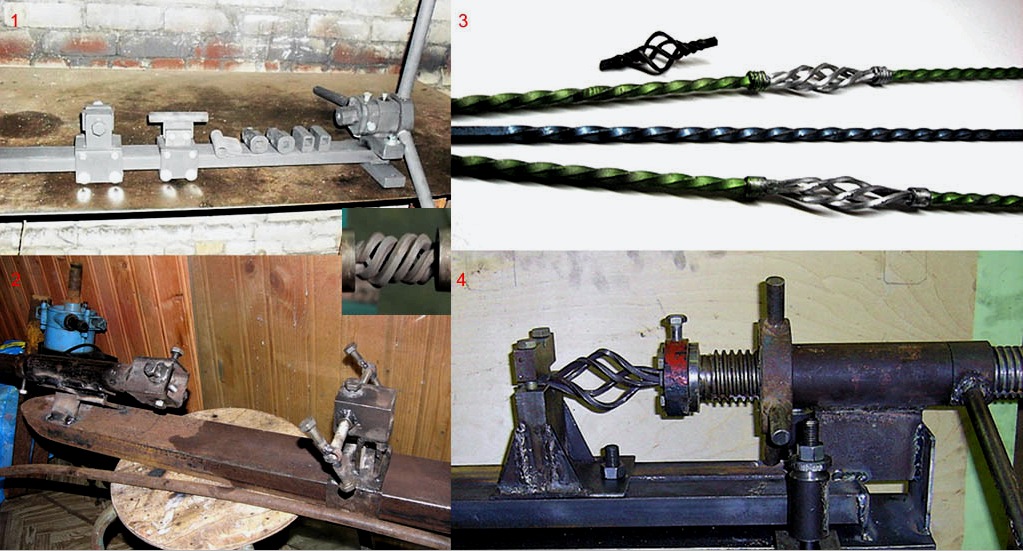
Tipos de máquinas de forja en frío manuales
- Twisters (rulos), pos. 1 en la fig. – formar espirales planas y otros rizos con una médula estrecha (núcleo).
- Máquinas de torsión, pos. 2 – permiten obtener un giro de una varilla y elementos de espirales volumétricas, las llamadas. filamentos: cestas, linternas, bombillas.
- Máquinas de estampación inercial, pos. 3 – en ellos, los extremos de las varillas se salpican en puntas con forma (pos.1 en la figura siguiente), se estampan abrazaderas decorativas para conectar las partes del patrón (pos.2 en la misma figura), se aprieta una pequeña ola y relieve en partes largas.

Extremos de varillas y abrazaderas de forja artística
- Las plegadoras son prensa, brochado y combinado, pos. 4 . Los primeros te permiten recibir solo ondas y zigzags; persistentes – anillos, rizos y espirales con núcleos anchos, y estos últimos todos estos tipos de productos.
Nota: en la literatura técnica, especialmente en inglés, todas las máquinas que forman piezas por torsión o bobinado a menudo se denominan torcedoras. Originalmente, el tornado es una máquina enrolladora de muelles. Pero en relación con la forja artística, sería más correcto considerar las máquinas de bobinado como torbellinos y las máquinas de torsión como de torsión.
¿Qué son las agallas?
Herramienta de forja en frío
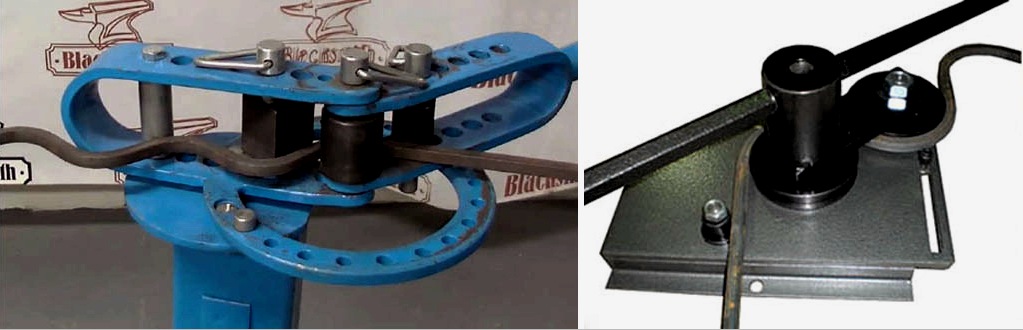
En el lenguaje técnico común, las dobladoras se llaman bongs. Sin embargo, en la metalurgia de aficionados y privados, el nombre «gnutik» se estableció para un dispositivo de escritorio para producir ondas y zigzags, ver fig. a la derecha. Al cambiar el rodillo o la cuña en el doblado, es posible variar el paso y la altura de la ola o el ángulo del zigzag dentro de ciertos límites.
Un codo para varillas / tuberías de hasta 12-16 mm es relativamente económico, pero es difícil hacerlo usted mismo en casa: necesita un procesamiento preciso de aceros especiales. Pruebe un taladro eléctrico común con un taladro de metal común para perforar con una llave de boca común. Y en el fondo, las cargas de trabajo son mucho mayores que en sus labios. Por lo tanto, es mejor comprar un látigo; además de forjar en la granja, será útil para la fabricación de elementos de estructuras metálicas soldadas, como doblador de tuberías para tuberías pequeñas y resistentes de paredes gruesas y en otros casos.
Twisters
Durante mucho tiempo, los herreros han torcido rizos en un mandril de patrón frío con un agarre de palanca de extremo abierto, pos. 1 en la fig. Este método es ineficaz y no para blandos, pero le permite hacer rápida y fácilmente varios mandriles de doblado a partir de una tira de acero ordinaria: el cuerno final (tope) de la palanca evita que la plantilla se alimente bajo la presión de la pieza de trabajo. Es recomendable hacer que la bocina central (bypass) se deslice con fijación: el trabajo irá más lento, pero, especialmente en manos inexpertas, con mayor precisión.
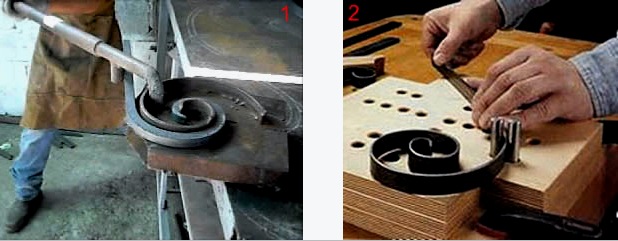
Los dispositivos más simples para la forja de arte en frío
Otro dispositivo simple para doblar con forma de mano es una placa sólida con pasadores de soporte: espaciadores, pos. 2; Los pernos ordinarios M8-M24 son adecuados como ellos. Dependiendo de lo amigable que sea con el simulador doméstico, puede trabajar con una tira de hasta 4-6 mm. Doblan la tira a ojo, el trabajo es lento, pero puedes dibujar patrones hasta Ilya Muromets en un caballo con armadura completa o Buda en una flor de loto. Este último, quizás, es completamente hecho a mano: las personas que han dominado por completo el hatha y el raja yoga pueden rizar los accesorios de acero en un patrón con sus manos.
Caracoles
La máquina tornadora de caracoles es la más popular entre quienes se dedican a la forja artística: sus capacidades son asombrosas en comparación con la simplicidad del diseño, la accesibilidad para hacer con sus propias manos y la facilidad de trabajo. En realidad, la máquina de caracoles es un brazo de flexión mejorado y ligeramente mecanizado, pero este «pequeño» hizo posible que los principiantes trabajaran en él. Las máquinas de desplazamiento se dividen a su vez en máquinas con collar y reja giratoria y máquinas de palanca con plantilla fija y rodillo bypass.
Caracol con una parte
El dispositivo de una voluta de flexión con una reja de arado se muestra en el diagrama a continuación; la tecnología de trabajar con una máquina de este tipo también se describe allí.
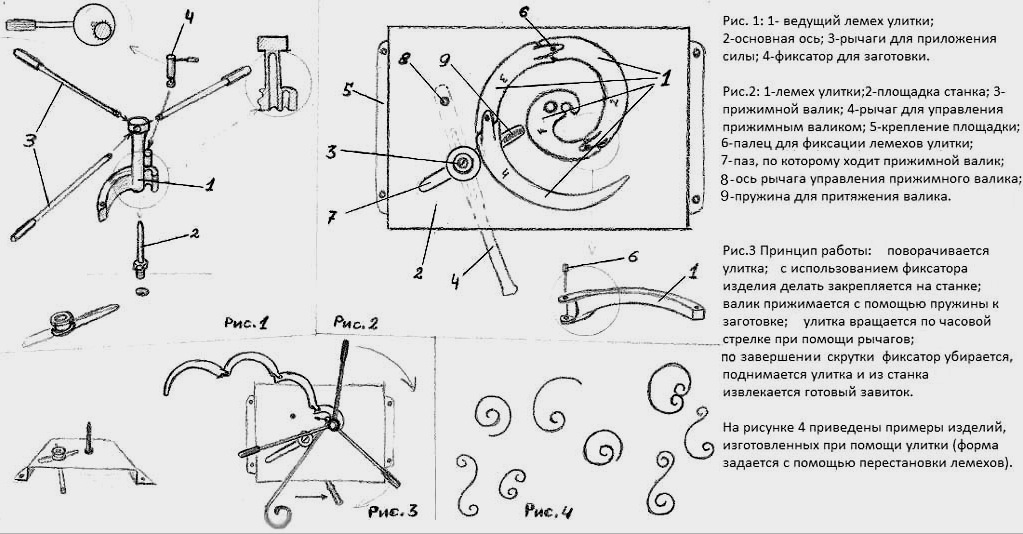
Diagrama de una máquina de caracoles para forja en frío.
Las ventajas de este tipo de dobladora twister son las siguientes:
- Es posible trabajar en una voluta con una rejilla giratoria y un collar en una habitación no equipada: el componente vertical de la carga de trabajo es insignificante y sus componentes horizontales se transfieren parcialmente al soporte.
- Debido a la pre. punto, la estructura de soporte puede ser bastante simple y ligera, soldada a partir de perfiles de acero convencionales.
- Realizaremos el proceso de trabajo solos: girando el portón con una mano, con la otra presionamos la barra o tira a la rejilla de plantilla. A medida que se dobla, los enlaces encajarán en su lugar por sí mismos.
- En la forma fría, las espirales de hasta 5 vueltas se pueden torcer en un caracol con una reja giratoria.
Los dibujos de una máquina de caracol para forja artística con una especificación de partes se dan en la Fig. Hablaremos más sobre los tamaños de los eslabones (segmentos) de la reja de arado plegable, pero por ahora preste atención a los grados de acero: la reja de arado tiene cargas pesadas. Si está hecha de acero estructural normal, la plantilla lo guiará en el medio de la sección de la puerta o valla.
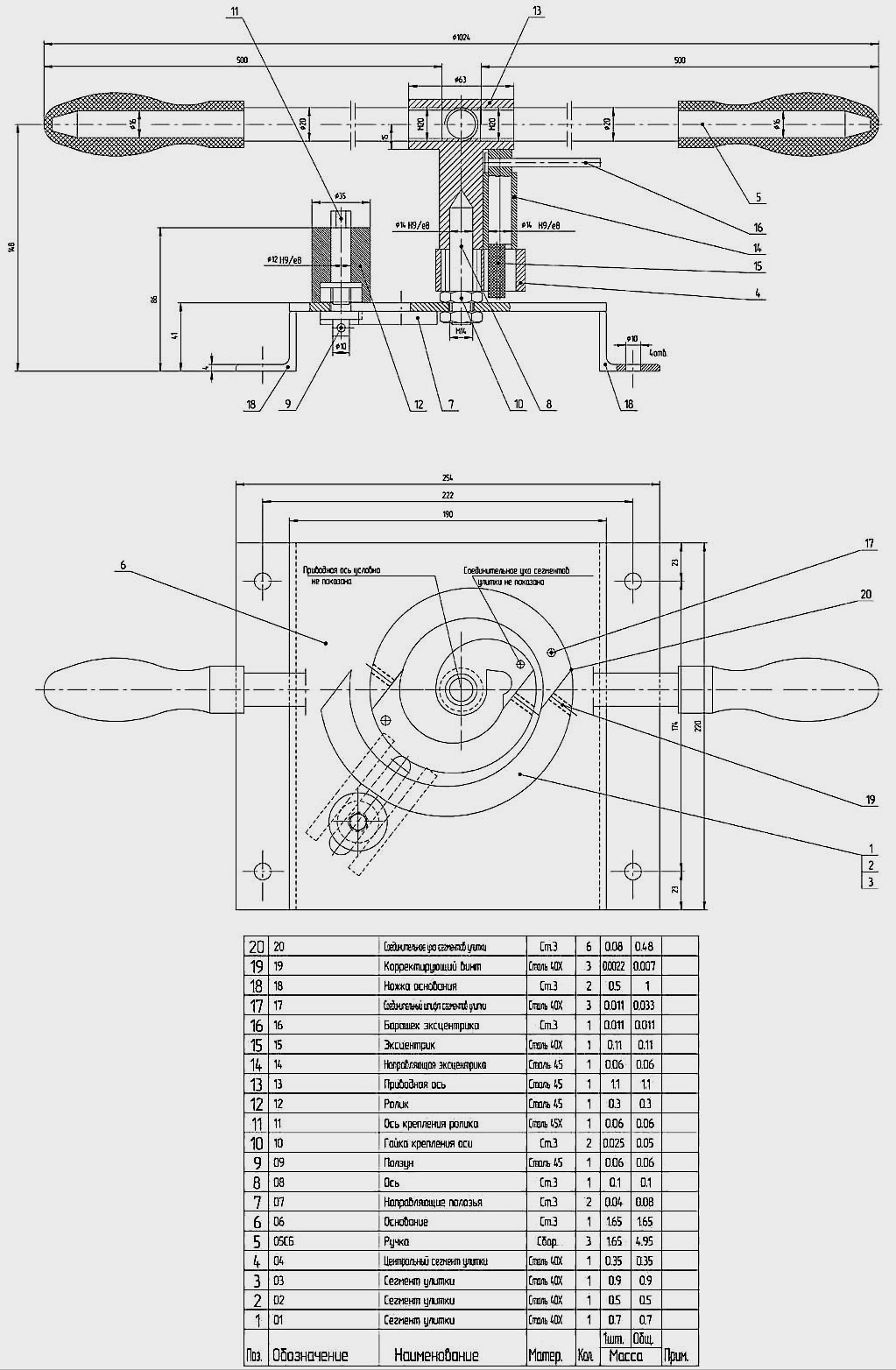
Dibujos de la máquina de caracoles para forja en frío.
Nota: para obtener dibujos más detallados de una máquina de caracol de un diseño similar con una descripción y detalles, consulte el enlace: http://dwg.ucoz.net/publ/osnastka/instrument_dlja_kholodnoj_kovki/5. Allí también encontrará dibujos de un bong casero y dispositivos para doblar anillos.
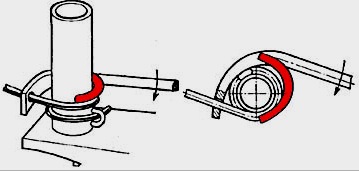
El material de la reja giratoria plegable, así como la complejidad de su fabricación, no son los únicos puntos débiles de la máquina de caracoles con collar. Un problema aún más serio es la articulación de los eslabones de la reja del arado (mostrados por flechas rojas en la figura de la derecha). Las juntas de los segmentos de reja de arado deben:
-
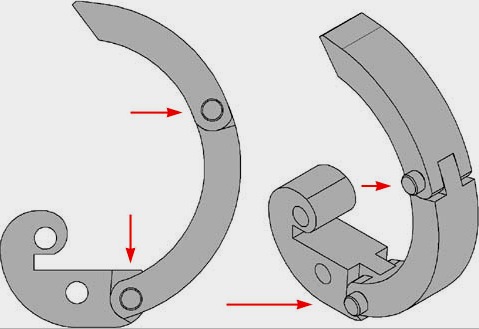
El diseño de la reja de arado plegable de la máquina de voluta para forja en frío
Ser lo suficientemente preciso para mantener la forma de las piezas que se fabrican;
- Cuando se presiona desde el exterior, las conexiones de los segmentos deben volverse en la posición de punto muerto, creando una configuración estable;
- Al eliminar la carga de trabajo, las juntas deben autoexpandirse;
- El diseño y el material de las juntas de las rejas giratorias deben garantizar múltiples repeticiones del ciclo según los párrafos. 1-3 bajo cargas de trabajo alternas significativas sin una reacción violenta significativa.
Es difícil cumplir todas estas condiciones juntas en una producción industrial bien establecida y equipada, por lo tanto, los recursos de las plantillas plegables para el forjado en frío son generalmente mucho menores de lo que permitiría su material por sí solo. El mal uso de las propiedades del material es un serio inconveniente. Además, por las mismas razones, otro punto débil de la máquina de voluta con collar es la sujeción excéntrica de la pieza. Por lo tanto, las máquinas de caracoles caseras para forja artística, hechas de acuerdo con un esquema de palanca, funcionan con más éxito para los herreros caseros principiantes.
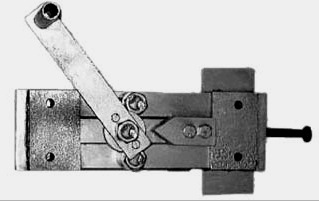
Caracol con palanca
El caracol de palanca para forjado en frío está diseñado de manera similar al conocido doblador de tubos. Una máquina de caracoles tipo palanca de fabricación propia con una plantilla fija es significativamente inferior en rendimiento a un caracol con collar. La carga de trabajo en él se transfiere más completamente a la base, por lo tanto, se necesita una cama fuerte hecha de acero especial o una placa gruesa hecha de acero ordinario, fijada de manera segura a la superficie de apoyo. Como consecuencia, se requiere un taller o un área de producción al aire libre. El trabajo en la voluta de la palanca avanza lentamente: después de girar la palanca hasta que se atasque, debe mover el rodillo de presión. Es posible enrollar hasta 3-4 vueltas en un caracol de palanca. Sin embargo, las ventajas de una máquina de caracoles de palanca para los aficionados al bricolaje son significativas, especialmente cuando trabajan por su cuenta:
- Todas las piezas, excepto el rodillo de presión, pueden estar hechas de acero ordinario.
- Se puede utilizar un rodamiento de rodillos típico como rodillo de presión.
- El uso de las propiedades del material de las piezas está casi completo: la plantilla y el marco de acero ordinario pueden soportar más de 1000 ciclos de trabajo.
- Es posible doblar tanto de acuerdo con la plantilla (pos. 1 en la figura siguiente) como con los espaciadores, pos. 2 ibíd.

Máquinas de forja en frío de voluta
- Al doblar a lo largo de los espaciadores, puede cambiar rápidamente la forma de la pieza resultante y mostrar curvas inversas, lo que, en principio, es imposible cuando se dobla a lo largo de la reja del arado.
-

Asegurar el extremo de la pieza de trabajo en una voluta de forja en frío
Para obtener productos de la misma calidad, la precisión de fabricación de las piezas de una voluta de palanca puede ser un orden de magnitud menor que la de un caracol con reja giratoria.
- El extremo de la pieza de trabajo se puede asegurar simplemente insertándolo en el hueco de la plantilla, ver fig. a la derecha. El extremo a fijar se ensancha soldando o doblando por la mitad.
Además, la máquina de caracol tipo palanca permite el uso de un método tecnológico que se considera prerrogativa de las máquinas tornadoras industriales: la plantilla se desplaza hacia un lado y se coloca un espaciador en el centro, pos. 3 en la Fig. Esto crea un doblez inverso poco profundo en el centro del rizo. El detalle luce más espectacular y, cuando se trabaja para la venta, el producto es más valioso.
Doblar la tira de acero plana
El caracol de palanca tiene otro signo más bastante gordo: en una máquina de este tipo, puede doblar rizos planos con un núcleo pequeño de una tira plana. Aquí pasa por completo un caracol con un collar y una reja giratoria: la pieza de trabajo irá en una onda vertical. Los rizos anchos y los anillos de la tira se pueden doblar en una máquina dobladora y brocha con rollos ranurados, ver fig. a la derecha. Pero la velocidad de brochado, para que la pieza de trabajo no conduzca, requiere una importante, de modo que un núcleo estrecho del rizo no funcione.
En una máquina de caracol tipo palanca, este problema se resuelve instalando un rodillo de presión con una altura en el grosor de la tira y con una brida (llanta), como una rueda de ferrocarril, solo que más ancha. Doblar con este método lleva mucho tiempo: la palanca debe alimentarse ligeramente, de lo contrario, el borde interior de la pieza de trabajo se arrugará; la brida no te salva de esto. Pero es imposible obtener un rizo de una tira plana con un núcleo estrecho de una manera diferente en la producción artesanal.
En general, al comienzo de las actividades artísticas y de forja o al hacer una cerca de hierro forjado, una puerta, una puerta, un banco, un columpio, una glorieta, etc.disposición del jardín para usted, es mejor usar una máquina de caracoles de palanca. para forja en frío. Además, se puede fabricar a partir de materiales de desecho sin dibujos precisos y detallados, ver, por ejemplo. siguiente video.
Video: la máquina de forja artística de bricolaje es simple.
¿Cómo hacer un rizo?
Hay suficientes bocetos de rizos para la forja artística en Internet, pero al intentar ajustar sus tamaños a los requeridos por uno mismo, a menudo resulta que el producto pierde espectacularmente debido a una violación de proporciones aparentemente insignificante. Por lo tanto, también es deseable poder construir patrones de rizos forjados, que obviamente poseen méritos estéticos.
Los patrones para rizos artísticos de forja en frío (volutas) se construyen sobre la base de espirales matemáticas. La espiral logarítmica más utilizada; es una de las formas naturales más extendidas que expresa las leyes fundamentales de la naturaleza. La espiral logarítmica se encuentra en la concha del caracol molusco, en nuestros audífonos y en forma de clave de sol en notación musical; también en el mástil del violín.
Construcción de plantillas de conformado para forja en frío a base de espirales
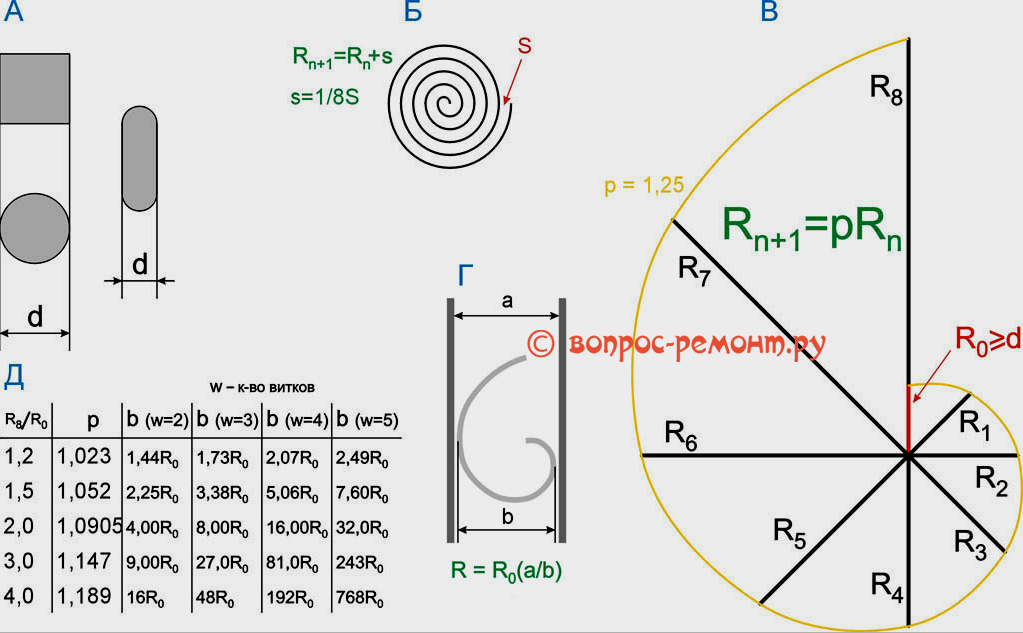
El principio de construir una espiral logarítmica por puntos es que al girar el radio que la forma, partiendo de un determinado R0 inicial, por un ángulo fijo φ, su longitud se multiplica por el índice de divergencia de la espiral p. Para las volutas p, como regla, no se toma más de 1.2, porque la espiral logarítmica diverge (se desenrolla) muy rápidamente; en pos. En la Fig. por ejemplo, se muestra una espiral logarítmica con p = 1,25. Para facilitar la construcción de una espiral por puntos con suficiente precisión para herrería, tome φ = 45 grados.
En el caso de que se requiera una espiral aritmética más densa, cuando el radio que la forma gira los mismos 45 grados, se suma 1/8 del paso de la espiral S al radio anterior, pos. B. En ambos casos, R0 se toma igual o mayor que la sección transversal d de una pieza en bruto de sección uniforme, pos A. Si se afila el extremo inicial de la pieza en bruto, R0 puede ser menor que d, hasta el límite de plasticidad del metal.
Queda por decidir cómo colocar la espiral visualmente armoniosa con el tamaño de apertura dado para ella. Para resolver este problema analíticamente, es decir utilizando fórmulas con cualquier precisión preestablecida, tendrá que resolver ecuaciones cúbicas y de mayor grado. Algo que no se encuentra en Internet para programas informáticos para el cálculo técnico numérico de volutas, por lo que utilizaremos un método aproximado que permite hacerlo con un trabajador y, posiblemente, una trama gráfica de prueba. Se basa en el supuesto de que para p pequeños las sumas R2 + R6 y R4 + R8 no difieren mucho. Un algoritmo paso a paso para construir una voluta para una plantilla de forja se sigue de esto:
- con base en el material disponible, determinamos R0;
- tomamos el número de vueltas de la voluta w según el principio: cómo Dios pone la pata trasera izquierda de su amado gato en el alma;
- utilizando los datos de la tabla de la Fig., calculamos el diámetro de la voluta b de modo que sea ligeramente menor que el ancho de la abertura debajo de ella a, ver pos. GRAMO;
- calculamos el radio inicial de trabajo R de acuerdo con la fórmula para pos. GRAMO;
- trazar el perfil de escala de la voluta por puntos;
- si es necesario, ajustamos R exactamente de acuerdo con la misma fórmula y finalmente construimos el perfil de la plantilla de trabajo.
Nota: si calcula valores intermedios de acuerdo con la tabla, no lo olvide: ¡deben tomarse en proporción geométrica!
Barras de torsión
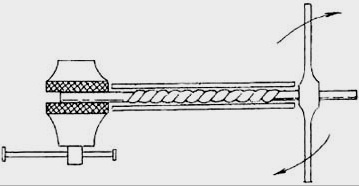
Torsión torsional de una barra sin máquina
Es posible torcer varillas para forja artística con un tornillo sin necesidad de una máquina, ver fig. a la derecha. Para evitar que la pieza de trabajo se doble en el extremo de la raíz (sujeta en un tornillo de banco), se debe sustituir un bloque de madera o algo similar con un corte en forma de V en la parte superior debajo del extremo del tubo guía más alejado de ellos; Es mejor sujetar la tubería a este soporte con una abrazadera y fijar el soporte en un banco de trabajo. La tubería debe ser más corta que la pieza de trabajo y aproximadamente 1,5 veces más ancha en el interior que su diámetro mayor, porque al girar, la pieza de trabajo se contrae y se expande en anchura.
La barra de torsión de forja en frío le permite aumentar la productividad y mejorar la calidad de las piezas resultantes. La fuerza de trabajo en él se transmite al soporte en gran medida, por lo tanto, la cama necesita una fuerte, en forma de un marco de columna vertebral hecho de una viga en I de 100 mm o un par de canales soldados del mismo tamaño. ; la tubería profesional aparentemente se deformará. En la superficie de apoyo, la cama debe fijarse de forma segura con la ayuda de patas soldadas a sus extremos desde el mismo perfil, pos. 1 en la fig.
Máquinas de torsión caseras para forja en frío
La pieza de trabajo, una barra cuadrada, está sujeta por mandriles-mandriles con casquillos también de sección cuadrada; son visibles en el mismo lugar en pos. 1. Porque Al girar, la barra se acorta en longitud, los mandriles en el eje y el contrapunto deben fijarse de forma segura con abrazaderas de tornillo. Por la misma razón, el contrapunto se desliza. Para la posibilidad de torcer secciones individuales de la pieza de trabajo, también se utiliza un tope deslizante con un inserto con un orificio cuadrado.
Si solo desea hacer una cerca para usted o algo más pequeño, puede construir rápidamente una barra de torsión a partir de desechos y materiales de desecho, pos. 2. En ambas máquinas, en principio, es posible obtener filamentos insertando un paquete de 4 varillas de la mitad del tamaño en los cartuchos. Pero no creas que puedes hacer una buena linterna o canasta simplemente empujando el contrapunto con una palanca. Resultará algo como el de la barra lateral en pos. 1 y 2. Los herreros llaman a estos incidentes una palabra bien conocida, pero no se usa en el discurso literario. Al torcer el filamento en una máquina de torsión simple, las ramas del filamento deben criarse a lo ancho con una herramienta manual, lo cual es difícil y no proporciona la calidad de trabajo adecuada.
Los hermosos filamentos (pos. 3) se retuercen en máquinas de torsión con un contrapunto fijo y alimentación de tornillo del husillo, pos. 4. Ahora volvamos a la fig. con tipos de maquinas al inicio, a pos. 2 en él. ¿Ves la cosa marcada con un signo de exclamación verde? Este es un eje reemplazable. Hay 2 de ellos en el juego: liso para torcer en espiral a lo largo del eje largo de la pieza de trabajo y tornillo para torcer filamentos. En este diseño, la cama se suelda a partir de un par de canales con un espacio longitudinal, y una zapata con un orificio roscado para un tornillo de bloqueo se suelda al contrapunto. Se necesita un zapato con suela de 100×100, tk. La fijación del contrapunto en el modo de filamento es por fricción y solo parcialmente por atasco: el tornillo de bloqueo proporciona solo una fuerza de sujeción inicial.
Acerca del accionamiento de torsión eléctrico

Accionamiento eléctrico de una máquina de torsión casera
Trabajar en un torno de torsión con un husillo manual es tedioso. Pero lo principal es la calidad estable de productos como en pos. 3 fig. con barras de torsión, es aún más difícil de lograr. La razón es que es difícil crear un par uniforme en un círculo con las manos, como cualquier otro accionamiento de palanca. Por lo tanto, la máquina de barra de torsión para forja en frío es solo el caso cuando el uso de un motor eléctrico está justificado sin importar qué. La mejor opción de los materiales disponibles es el semieje del eje de transmisión de un automóvil de tracción trasera con un par de engranajes del diferencial del mismo lugar, ver fig. a la derecha; ¡No olvides solo la funda protectora! Motor: 1,5-3 kW y no más de 900 rpm. También son posibles otros diseños, ver p. Ej. rodillo:
Video: máquina de forja en frío eléctrica casera.
Espiral como una espiral
Dispositivo de bobinado en espiral manual
En algunos casos, las espirales ascendentes rectas rectas ordinarias se utilizan como un elemento de forja artística. Hacer una máquina tornadora de muelles para esto por su cuenta es absolutamente irreal. Pero recuerde: no es necesario hacer saltar las espirales en el patrón forjado y se puede enrollar con acero plástico ordinario con un dispositivo simple (consulte la figura de la derecha). El paso (ascenso) de la espiral está determinado por el cuerno de la puerta (lleno de rojo); doblando el cuerno hacia arriba y hacia abajo, puede obtener espirales con menos frecuencia y más gruesas. Se toma una barra cuadrada en una pieza de trabajo o redonda, no importa. También puede girar espirales de una barra torcida en una barra de torsión.
Ola y zigzag
Ahora tenemos la siguiente herramienta y equipo para el curvado ondulado y en zagzag de piezas largas. El gnutik de bricolaje y la máquina dobladora de brochado-empuje mencionadas al principio no son reproducibles. Además, el primero le permite ajustar el tono y el perfil dentro de un rango relativamente pequeño, mientras que el segundo le permite sintonizar la carretera. Sin embargo, todavía se puede hacer una máquina dobladora de ondas universal con sus propias manos siguiendo el ejemplo de la de la izquierda en la Fig. Deberá pedir solo rodillos, deben estar hechos de cromo-níquel o acero para herramientas; el resto es de uno estructural simple, para grapas y un arco se necesita una hoja (tira) de 8 mm o más. Se instalan limitadores en el arco para mantener con precisión el perfil de la ola, pero las cargas de trabajo se le transfieren en gran medida; de hecho, el arco proporciona la rigidez transversal de la estructura.
Equipo para curvar ondas en forja en frío
Es posible doblar solo olas suaves, pero muy diversas, agregando una puerta para olas a la máquina de caracoles con una reja giratoria, a la derecha en la Fig. Los palos se usan como antes, porque se atornillan en los casquillos roscados de la cabeza del collar. Es aconsejable separar el rodillo principal (central) y fijarlo a la cama con pernos con las cabezas en su lugar. En este caso, al colocar rodillos de diferentes diámetros (diámetros), es posible formar ondas de perfil variable y asimétrico. Y si el rodillo de derivación se hace ajustable (para lo cual se verifican varios orificios en su portador), entonces el paso de la onda también se puede cambiar dentro de un rango bastante amplio.
Acerca de la conexión de elementos y la pintura.
Las piezas forjadas deben ensamblarse en una sola composición. El método más simple es la soldadura y el posterior alisado de las costuras con una amoladora con muela abrasiva: es más gruesa que la muela de corte (6,5 mm) y resiste las fuerzas de flexión. Pero las conexiones con abrazaderas con forma se ven mucho más espectaculares, están estampadas a partir de una tira de 1,5 mm en un sello inercial; también se puede forjar en caliente lo suficientemente rápido y sin experiencia, ver más abajo. La mordaza se realiza en forma de escuadra en forma de U sobre mandril al tamaño de las piezas a unir y sus alas se pliegan desde la parte trasera en su sitio con un gran martillo de metal o un mazo de 1,5-2 kg en un manera fría. El producto terminado generalmente se pinta con esmaltes de herrería o pinturas acrílicas para metal. Los esmaltes con pigmento de pátina de herrero son más caros, pero mejores: secos, tienen un color algo antiguo, no se desprenden, no se decoloran, se desgastan y son resistentes al calor.
Cómo sortear la piedra
Esos. un obstáculo en todo lo anterior: extremos de varillas con forma; sin ellos, una cerca no es una cerca, una puerta no es una puerta y un portillo no es un portillo. Una prensa de estampado inercial (elemento 3 en la figura con vistas de la máquina) es cara, pero eficaz. Funciona según el principio del volante: primero, girando suavemente el balancín (barra con pesos), el percutor del tornillo se tira hacia atrás hasta que se detiene. Luego se inserta un sello reemplazable en el nido, se coloca la pieza de trabajo. Luego giran rápidamente el balancín en la dirección opuesta (¡este es un momento traumático!) Y lo dejan girar libremente: la carrera de trabajo ha comenzado. Al final, el percutor golpea el vástago del dado con mucha fuerza; debido a la inercia de los pesos, se desarrolla una fuerza suficiente para estampar.
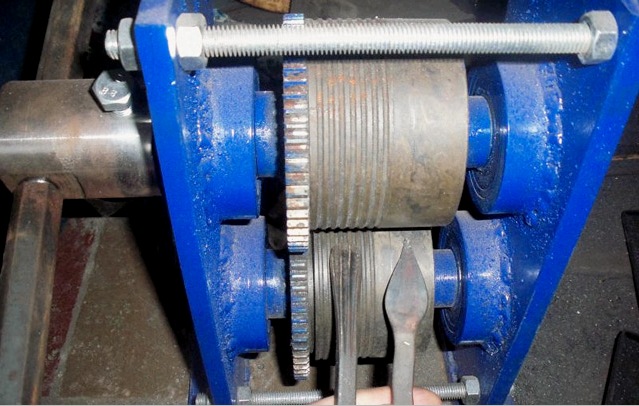
Máquina para el forjado en frío de rótulas
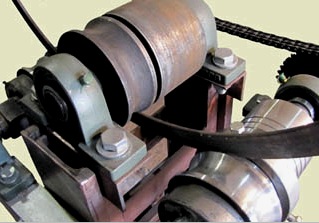
Las cargas, especialmente las de choque, en una máquina de estampación inercial son grandes, caen en áreas pequeñas y la precisión de fabricación de sus piezas debe ser alta, por lo que es mejor no intentar hacerlo por su cuenta. Es posible fabricar de forma independiente un laminador manual, ver fig. a la derecha, pero solo parcialmente: se deberán pedir rodillos de acero especial, ejes y casquillos de cojinetes, y habrá que comprar o utilizar engranajes. En un molino de este tipo, solo puede obtener las puntas de un pie de ganso y una hoja (lanza), e inmediatamente se verá desde sus cuellos que esto es un trabajo de máquina.
Mientras tanto, igual, y algunos otros, las puntas de las varillas se pueden forjar en caliente, sin ser un herrero experimentado. Una buena punta de hoja, claramente hecha a mano, se forja simplemente con un mazo y un martillo, y un sello de forja (sello) para los pies se hace a partir de una lima inutilizable en la que se seleccionan ranuras con un molinillo. ¿Necesitas una fragua para esto? No es necesario para pequeños trabajos ocasionales; lo principal es calentar el metal. Un quemador de propano no es adecuado, el calentamiento debe ser uniforme desde todos los lados y sin quemaduras. Entonces, llegamos a la conclusión de que la forja en frío y en caliente no se excluyen mutuamente: para obtener productos de alta calidad utilizando máquinas de forja en frío simples o incluso medios improvisados, una pequeña fragua hecha de materiales de desecho no hará daño además de ellos.








