Contenido
- Video: cómo aprender a soldar: una lección para principiantes
- ¿Qué es soldar?
- ¿Cómo y cómo estañar / soldar?
- Características de la soldadura de alambre.
- Soldaduras y fundentes
- Otros tipos de soldadura
- Cómo soldar aluminio
- Soldadura fina
- Video: lecciones sobre soldadura de microcircuitos.
- Cómo soldar tuberías
La capacidad de soldar en la vida moderna, saturada de aparatos eléctricos y electrónicos, es tan necesaria como la capacidad de usar un destornillador y un émbolo. Hay muchos métodos para soldar metales, pero antes que nada necesita saber cómo soldar con un soldador, aunque en condiciones domésticas otros métodos son factibles y también pueden ser necesarios. Para ayudar a aquellos que deseen dominar la tecnología del trabajo adhesivo manual, este artículo está destinado.
Nota: soldadura de propileno y otros plásticos aquí no tocamos. Esto, de hecho, no es soldadura: no hay componentes obligatorios de trabajo adhesivo, soldadura y fundente en el proceso técnico. La soldadura de plásticos está tecnológicamente más cerca de la soldadura por resistencia a baja temperatura. Lo mismo se aplica a la soldadura en frío: conectar piezas con pegamento conductor.
Soldar metales con soldadura es un proceso fisicoquímico bastante complejo, pero en el trabajo se reduce a técnicas y operaciones bastante simples. Para soldar correctamente, sin deambular por los salvajes de la teoría, las reglas para la producción de trabajos adhesivos deben seguirse exactamente. Esto se refiere especialmente a la elección del método de soldadura, soldadura y fundente, según el tipo de piezas a unir y los requisitos para la unión soldada. La parte principal del material presentado está dedicada a la descripción de estos y otros detalles, sin los cuales un sello fuerte no funcionará.
Nota: Si desea soldar algo rápidamente, puede ver un video tutorial detallado sobre los conceptos básicos de la soldadura para principiantes a continuación. Pero tenga en cuenta que no reemplazará al resto del texto. En el trabajo con adhesivos, la regla «hazlo de esta manera, resultará así» no siempre se aplica. Y en una producción bien establecida, sucede que hay que devanarse los sesos, pero ¿y si sale mal? O, qué se necesita hacer para que todo sea igual, si no hay algo que se supone que lo haga.
Video: cómo aprender a soldar: una lección para principiantes
¿Qué es soldar?
La soldadura de bricolaje en casa se reduce a las siguientes operaciones tecnológicas:
- Las superficies soldadas se limpian de suciedad, costras de corrosión, etc.
- Se limpian hasta que brillan, es decir. a la ausencia de trazas visibles de óxidos;
- Están cubiertos con un fundente, una sustancia que elimina los residuos de óxido y evita la oxidación de las superficies en el proceso posterior. Para el fundente para el estañado, es preferible utilizar no fundentes líquidos o sólidos, sino pastas fundentes;
- Luego se estañan las superficies, se les aplica soldadura fundida (una aleación especialmente diseñada para soldar), mientras se extiende con una película delgada y se combina químicamente con el metal base;
- Las piezas están preconectadas mecánicamente: girando, apretando con pinzas, alicates, en un tornillo de banco, abrazadera, etc.
- Se aplica otro fundente para evitar la oxidación de la soldadura bajo calentamiento;
- La soldadura se aplica con calentamiento (posiblemente ya diferente) hasta obtener un sello de una calidad determinada;
- Si la soldadura se realizó con un soldador con punta estañada (ver más abajo), al final se limpia y se cubre con un fundente inactivo. Para que la soldadura sea de alta calidad, ¡un soldador normal debe almacenarse con una punta con fundente!
A continuación, analizaremos más de cerca las operaciones clave, a las que se debe prestar especial atención para aprender a soldar correctamente.
Un retiro necesario
En los comentarios sobre el tema de la soldadura, el tema se discute ampliamente: ¿cómo es correcto estañar o irradiar? De acuerdo con las reglas del lenguaje técnico ruso – estaño, como en otras formas de palabra de «estaño»; la fornicación no tiene nada que ver con eso. Pero es mejor, si es posible, prescindir de los prefijos, porque en las raíces de las formas de las palabras, «d» a menudo cambia a «g» (estañado), y luego es posible una asociación parasitaria con un charco. ¿Qué es estañar, sumergirlo en un charco? Es necesario – jugar. «Soldar» en lugar de «soldar» es inequívocamente inaceptable, ya que estas palabras tienen significados completamente diferentes. Así como «soldar» en lugar de «soldar». El hielo fijo es una franja de hielo costero que se forma cuando los cuerpos de agua se congelan. Y la adhesión es una consecuencia indeseable de una operación quirúrgica. El lugar donde se sueldan las piezas es una costura.
Nota: en los dialectos del norte del ruso también hay ludas (crestas de piedra submarinas) e incluso el pez sig-ludoga, que se encuentra allí. Pero en el ruso canónico, los ludas son extremadamente raros, por lo que pueden ignorarse.
Pelar
Pelar después de limpiar es la primera operación de soldadura complicada. ¡El uso de abrasivos es inaceptable! Sus partículas más pequeñas, incrustadas en el metal, no se pueden eliminar por completo. Posteriormente, se convierten en focos de procesos que destruyen la costura.
Las superficies para soldar se limpian con una lima, una lima, un raspador (diferentes tipos de raspadores) o simplemente con un cuchillo. Pero es mejor, especialmente si se están preparando cables portadores de corriente para soldar, cúbralos inmediatamente con fundente activado (ver más abajo) y, después de soldar, retire con cuidado sus restos. Es conveniente hacerlo con un cepillo de dientes humedecido en alcohol.
¿Cómo y cómo estañar / soldar?
Para las siguientes operaciones, necesitará una herramienta de calentamiento eléctrica especial: un soldador, un enchufe o un soplete para soldar. La soldadura en casa se realiza con mayor frecuencia con un soldador eléctrico con una punta de cobre estañado. Su dispositivo se muestra en pos. 1 fig. «Para la felicidad completa» de una soldadura amateur, se necesitan soldadores de varilla para 16-20 W para microcircuitos y placas de circuito impreso, pos. 2a, 40-50 W (elemento 2b), para cables eléctricos y montaje con bisagras de componentes radioelectrónicos, y 80-150 W (elemento 2c), para el montaje de pequeñas estructuras metálicas mediante soldadura.

El dispositivo y las variedades de soldadores eléctricos con punta de cobre estañado.
Si no tiene la intención de trabajar con microchips (teléfonos, tabletas, computadoras) y acero para soldar con un grosor de más de 0.5-0.6 mm, puede arreglárselas con un juego de soldadores para 25 W (pos. 3a) y 60 -65 W, pos. 3 b. De repente, será necesario soldar perfiles metálicos con un espesor de pared de hasta 3-4 mm y / o una hoja de acero gruesa, necesitará un soldador tipo «hacha» de radiador para 300-400 W, pos. cuatro.
Las puntas de los soldadores de baja potencia (pos. 2a, 2b, 3a, 3b) no están inicialmente forjadas y, por lo tanto, se oxidan (queman) con bastante rapidez. Para aumentar su durabilidad y, al mismo tiempo, darles forma según sea necesario, la varilla extraída del soldador se martilla con un martillo de metal en el yunque de un tornillo de banco de mesa. No es necesario «rasparlo» con una lima después de eso, y no es necesario, para no borrar la capa exterior compacta de cobre. Después de la forja, la punta se recubre inmediatamente con un fundente activado.
Ahora necesita colofonia sólida y soldadura suave y suficientemente refractaria (ver más abajo): POS-10, POS-30 o POS-40. La varilla del soldador se inserta en su lugar, se fija si hay un tornillo de retención y el soldador está conectado a la red. A medida que el fundente se evapora durante el calentamiento, la picadura se sumerge en colofonia para que no quede desnuda. Cuando la resina alrededor de la punta comience a burbujear, frótela con una varilla de soldadura hasta obtener una mitad uniforme y densa en toda la superficie de la punta. La soldadura de hilo en el carrete no es muy buena en este caso, es para soldar piezas pequeñas.
Mientras preparábamos el soldador, el fundente en las superficies de soldadura hizo su trabajo: están limpias debajo de su capa, puedes estañarlo. Aquí el punto crítico será el grosor de las piezas:
- Menos de 1/8 del diámetro de la varilla del soldador: se calentará hasta el punto de fusión de la soldadura en menos de 7 segundos. El fundente no tendrá tiempo de evaporarse.
- Más de 1/6 del mismo valor: se calentarán en más de 10 s, el fundente se evaporará, las piezas quedarán desnudas y oxidadas.
- 1/8-1 / 6 del diámetro de la varilla: necesita, en la mayoría de los casos según su propia experiencia, estañar con soldadura de bajo punto de fusión bajo un fundente de alto punto de ebullición. O utilice un soldador más potente.
En el primer caso, se recoge una gota de soldadura en la punta, se transfiere a la superficie a soldar, y si:
- El cable es delgado: fácilmente, sin presión, muévase a lo largo del extremo desnudo con una picadura desde uno y luego desde el lado opuesto, hasta que la soldadura se extienda. El alambre se sujeta con la punta hacia abajo. Una gota del exceso de soldadura que ha goteado se elimina con un soldador.
- El alambre es grueso: la picadura se mueve en espiral hacia adelante y hacia atrás.
- Pieza larga, delgada y plana: la soldadura se aplica al final y la punta se mueve a lo largo. Cuando los bordes no estañados de la pieza aparecen detrás de la picadura, aplican más fundente al área subexpuesta, recogen otra gota de soldadura y continúan estañando.
- Parte más larga y ancha, igual que antes. caso, pero la picadura es dirigida por una serpiente.
- Amplio detalle: la picadura se mueve en espiral desde el centro hacia los bordes.
Para estañar piezas gruesas, tome hilo de soldadura con fundente, el llamado. harpius: este es un tubo delgado y flexible hecho de una lámina de soldadura, en cuyo lumen se encuentra colofonia en polvo. El estañado comienza en el borde de piezas largas o en medio de piezas anchas. El final del arpio se aplica al lugar donde comienza el estañado, se calienta con un soldador hasta que se extiende. Los movimientos de la picadura son los mismos que antes. casos. La soldadura se alimenta debajo de la picadura a medida que se consume. Ceda el aguijón: se adherirá a él hasta que se forme una gota grande, que drenará donde no sea necesario.
Características de la soldadura de alambre.
En la conexión preliminar de piezas soldadas, la mayoría de los problemas surgen con los cables: para esto hay que tocarlos con las manos, lo que ensucia la superficie del metal, y la soldadura de los cables, más a menudo que otras uniones soldadas, debe resistir. cargas mecánicas.
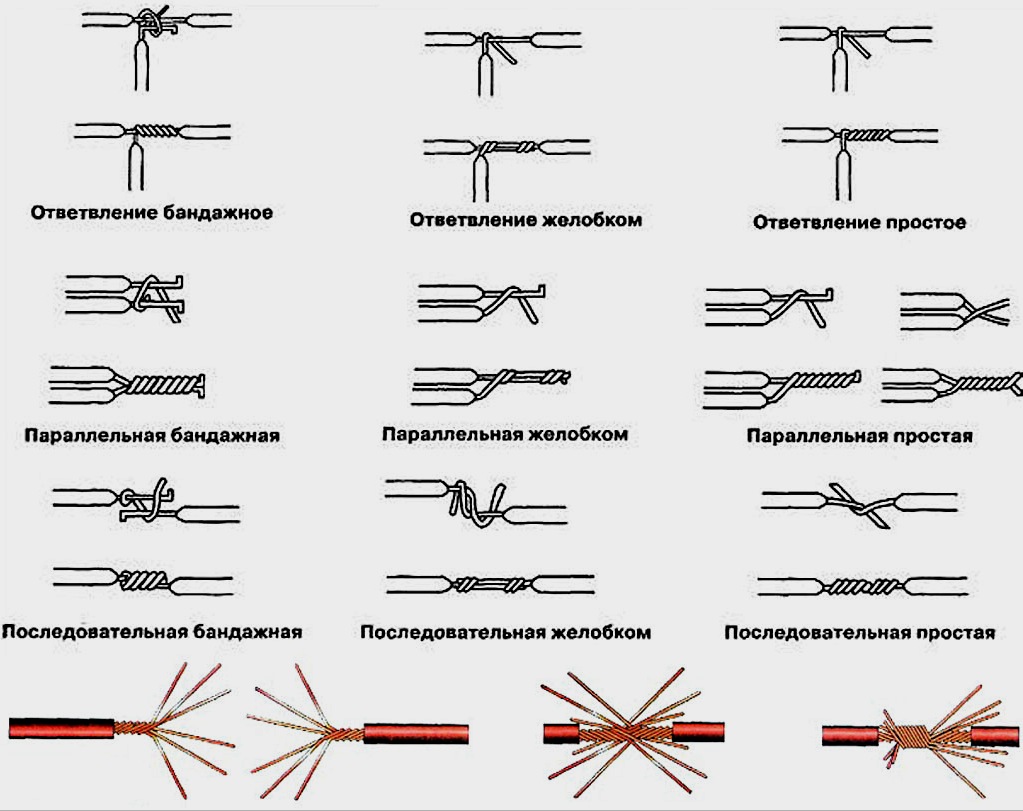
Hebras de alambre
Antes de soldar los cables, deben estar correctamente torcidos. Los principales tipos de torsión de alambre para soldar se muestran en la Fig. Cada uno de ellos tiene su propio propósito:
- Los giros del vendaje conectan cables conductores de corriente rígidos (de un solo núcleo grueso), es decir a través del cual se transmite la energía eléctrica. Especialmente – cables externos. La conexión de la cubierta proporciona suficiente contacto eléctrico incluso si la unión oxidada falta o está sobrecalentada.
- Las torsiones ranuradas se realizan en cables con aislamiento de bajo punto de fusión (PVC simple, polietileno), cuando es necesaria una extensión completa de la soldadura con un calentamiento mínimo. Los giros de flauta se calientan solo a lo largo de la ranura.
- Se pueden usar giros simples para conectar cables de un solo núcleo y de varios núcleos que se acaban de quitar el aislamiento (brillante).
- Torsión secuencial simple, la llamada. Direct British, o simplemente British, es aplicable para conectar cables vivos de cables flexibles con una sección transversal de hasta 1,4 m2. mm, no experimentando un estrés mecánico pesado regular, por ejemplo. cables de extensión eléctricos o cabañas temporales.
Los cables eléctricos sometidos a esfuerzos mecánicos regulares y / o constantes deben estar trenzados. Gírelos, como se muestra en la figura siguiente: los extremos están marcados, las «escobas» se empujan entre sí y se retuercen al estilo británico. Soldado con soldadura de alta resistencia y bajo punto de fusión, por ejemplo. POSK-50 (ver abajo) con un fundente activado que no requiere remoción de residuos, ver también abajo.
Torsión paralela (callejón sin salida) de cables con una sección transversal de más de 0,7 m2. mm, es deseable soldar por inmersión en soldadura fundida, ver más abajo. De lo contrario, tendrá que calentar durante mucho tiempo o con un soldador demasiado potente, por lo que el aislamiento se arrastra y el fundente se evapora prematuramente.
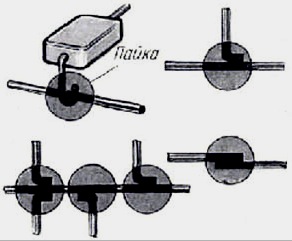
Nota: cables estañados de un solo núcleo – terminales de piezas de electrónica de radio – está permitido soldar de un extremo a otro o con un ganchillo, ver fig. a la derecha.
Lo que se suelda pero no se suelda
Los cables coaxiales flexibles y los cables para redes informáticas del tipo de par trenzado no están destinados a la soldadura. Un técnico de cables con experiencia que tenga un conocimiento completo de la electrodinámica de las líneas de transmisión de señales, en casos excepcionales, puede hacerles una funda. Pero cuando lo realiza un aficionado, incluso si es un ingeniero e instalador electrónico calificado, el ancho de banda y la inmunidad al ruido de la línea caerán por debajo del nivel permitido, hasta una pérdida completa.
Cómo limpiar y conservar una picadura
La punta del soldador se limpia de residuos de soldadura frotando contra un revestimiento poroso o fibroso suave. La goma espuma se usa con mayor frecuencia, pero esta no es la mejor opción: se quema y se pega a la picadura. El mejor material para limpiarlo es fieltro natural o cartón basáltico. Pero aún mejor: una limpieza de 2 pasos, primero con una esponja hecha de cinta de metal y luego con fieltro. Después de la limpieza, se apaga el soldador, se introduce una punta uniformemente caliente en la colofonia sólida y se espera hasta que deje de burbujear. Luego retire la picadura y mantenga el extremo hacia abajo para drenar el exceso de colofonia. Cuando se enfríe por completo, el soldador se puede enviar para su almacenamiento.
Soldaduras y fundentes
Ahora ha llegado el momento de elegir la soldadura y el fundente de trabajo correctos para ello, porque la soldadura, a diferencia de medio día, no solo debe adherirse firmemente al metal base, sino que también debe ser fuerte en sí misma. En la Fig. 1 se ofrece un resumen de la información sobre soldaduras y fundentes de uso generalizado del antiguo manual. Con respecto al tiempo presente, no hay mucho que agregar.
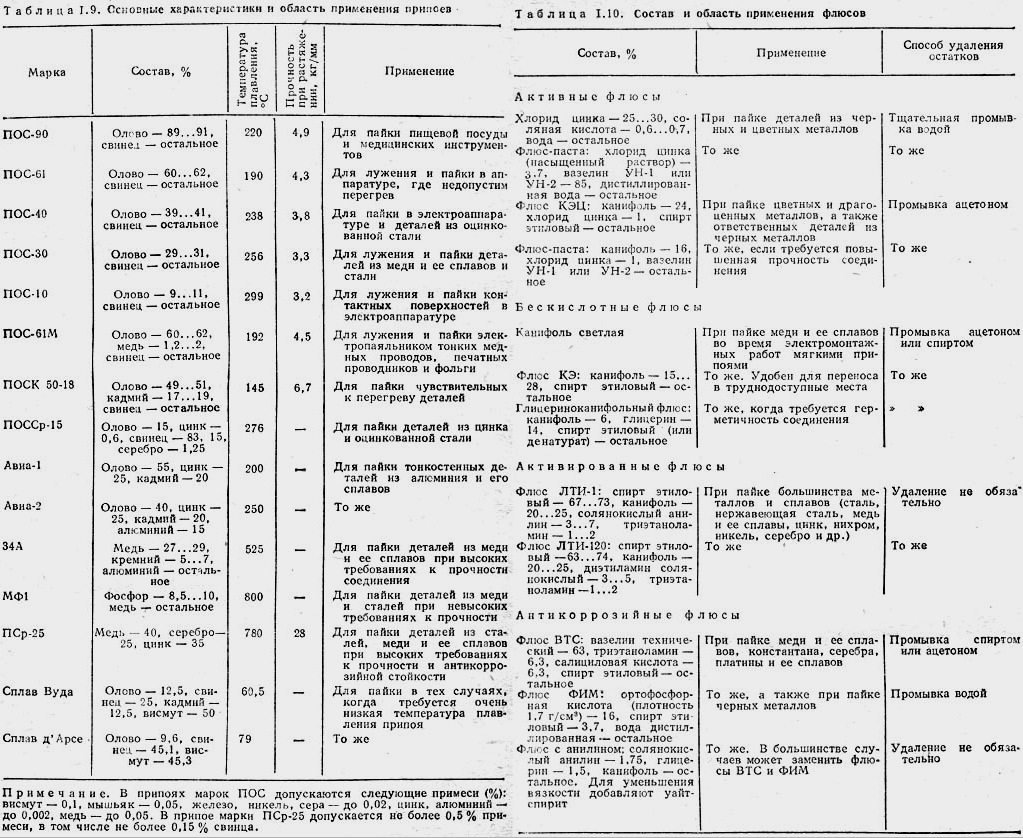
Características de soldaduras y fundentes para uso general
Soldaduras
Las soldaduras de POS-90 a Avia-2 son suaves para soldaduras a baja temperatura. Solo se garantiza el contacto eléctrico. POS-30 y POS-40 sueldan cobre, latón, bronce con fundentes inactivos, y lo mismo con acero y acero y acero con fundentes activos. POSSr-15 se puede soldar galvanizado con fundentes inactivos; otras soldaduras corroerán el zinc al acero y la soldadura pronto se caerá.
Soldaduras sólidas 34A, MF-1 y PSr-25 para soldadura fuerte a alta temperatura. La soldadura 34A se puede utilizar para soldar aluminio en una llama (ver más abajo, sobre la soldadura de aluminio) con fundentes especiales, ver ibid. Suelde el cobre de la soldadura MF1 al acero con fundente activado. «Requisitos de baja resistencia» en este caso significa que la resistencia de la junta es más cercana a la del cobre que al acero. El PSr-25 cuando se suelda con un soldador seco (ver más abajo) es adecuado para soldar joyas, vidrieras tiffany, etc.
Flujos

Los fundentes de soldadura se dividen en neutros (inactivos, libres de ácidos), que no interactúan químicamente con el metal base o interactúan de manera insignificante, activados, actúan químicamente sobre el metal base cuando se calienta, y activos (ácidos), actúan sobre él y en frío. . Con respecto a los flujos, nuestro siglo ha traído la mayor cantidad de innovaciones; la mayoría son buenas, pero comencemos con las desagradables.
En primer lugar, ya no existe acetona comercialmente pura para las raciones de lavado, debido a que se utiliza en la producción clandestina de drogas y por sí misma tiene un efecto narcótico. Sustitutos de la acetona técnica: disolventes 646 y 647.
El segundo es que el cloruro de zinc en las pastas fundentes activadas a menudo se reemplaza con teraborato de sodio – marrón. El ácido clorhídrico es una sustancia volátil químicamente agresiva altamente tóxica; El cloruro de zinc también es tóxico y, cuando se calienta, sublima, es decir, se evapora sin derretirse. El bórax es seguro, pero cuando se calienta, emite una gran cantidad de agua de cristalización, lo que perjudica ligeramente la calidad de la soldadura.
Nota: El bórax en sí mismo es un fundente de soldadura para sumergir en soldadura fundida, ver más abajo.
La buena noticia es que ahora hay una amplia gama de fundentes a la venta para todos los casos de vida útil de la soldadura. Para trabajos adhesivos ordinarios, necesitará (ver fig.) SCF económico (colofonia de alcohol, ex CE, segundo en la lista de fundentes libres de ácido en la Tabla I.10 en la figura anterior) y ácido de soldadura (grabado), esto es el primer flujo ácido de la lista. SCF es adecuado para soldar cobre y sus aleaciones, y el ácido de soldadura es adecuado para acero.
La soldadura de SCF debe lavarse: la colofonia contiene ácido succínico, que destruye el metal con un contacto prolongado. Además, un SCF derramado accidentalmente se esparce instantáneamente sobre un área grande y se convierte en un lodo extremadamente pegajoso de secado prolongado, cuyas manchas no se pueden quitar de la ropa, muebles o pisos con paredes. En general, GFR es un buen fundente para soldar, pero no para confusiones.
Un sustituto completo de la TFG, pero no tan repugnante si se maneja descuidadamente, es el flujo TAGS. Las piezas de acero son más macizas de lo permitido para soldar con ácido de soldadura y están soldadas más firmemente con fundente F38. El fundente universal se puede utilizar para soldar casi cualquier metal en cualquier combinación, incl. aluminio, pero la resistencia de la unión con él no está estandarizada. Volveremos a soldar aluminio más tarde.
Nota: radioaficionados, tengan en cuenta: ¡ahora hay fundentes a la venta para soldar cables esmaltados sin pelar!
Otros tipos de soldadura
Los amantes de los retoques también suelen soldar con un soldador seco con una punta desnuda de bronce, el llamado. lápiz de soldar, pos. 1 en la fig. Es bueno donde la extensión de la soldadura fuera de la zona de soldadura es inaceptable: en joyería, vidrieras, objetos soldados de artes aplicadas. A veces, los microchips montados en la superficie también se sueldan en seco con un espaciado de clavijas de 1,25 o 0,625 mm, pero esto también es un negocio arriesgado para los especialistas experimentados: un contacto térmico deficiente requiere una potencia de soldador excesiva y un calentamiento prolongado, y es imposible garantizar el estabilidad del calentamiento durante la soldadura manual. Para soldar en seco, utilice harpius de POSK-40, 45 o 50 y pasta fundente, que no requiere la eliminación de residuos.

Otros tipos de soldadura que se pueden realizar en casa
Los giros sin salida de cables gruesos (ver arriba) se sueldan por inmersión en una caja: un baño con soldadura fundida. Érase una vez, el futorka se calentaba con un soplete (pos. 2a), pero ahora es un salvajismo primitivo: un electrofluor o un baño de soldadura (pos. 2) es más barato, más seguro y ofrece una mejor calidad de soldadura. La torsión se introduce en la carcasa a través de una capa de fundente hirviendo que se alimenta a la soldadura después de que se derrita y se calienta a la temperatura de funcionamiento. El fundente más simple en este caso es el polvo de colofonia, pero pronto se evapora y se quema aún más rápido. Es mejor fundir la carcasa con marrón, y si se utiliza un baño de soldadura para galvanizar piezas pequeñas, esta es la única opción posible. En este caso, la temperatura máxima del reposapiés debe ser de al menos 500 grados Celsius, porque el zinc se derrite a 440.
Finalmente, cobre masivo en productos, por ejemplo. Los tubos se sueldan mediante soldadura fuerte con llama a alta temperatura. Siempre contiene partículas no quemadas que absorben con avidez el oxígeno, por lo que la llama tiene, como dicen los químicos, propiedades reductoras: elimina el óxido residual y evita que se formen nuevos. En pos. 3 puede ver cómo la llama de un soplete de soldadura especial literalmente apaga todo lo innecesario de la zona de soldadura.
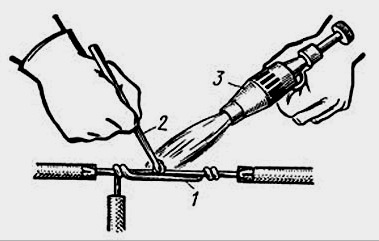
Soldadura fuerte manual a alta temperatura
Se lleva a cabo una soldadura fuerte a alta temperatura, ver fig. a la derecha, frotando uniformemente con presión la zona de soldadura 1 con una varilla de soldadura dura 2. La llama del quemador 3 debe seguir la soldadura para que el punto caliente no salga al aire. La zona de soldadura se calienta preliminarmente hasta que aparecen los colores que empañan. Puede soldar algo más a la superficie soldada con soldadura blanda como de costumbre. Para obtener más información sobre la soldadura fuerte con llama, consulte a continuación cuando se trata de tuberías.
Curiosamente, algunas fuentes llaman a la antorcha de soldadura una estación de soldadura. Bueno, una reescritura es una reescritura, ¿qué puedes sacar de ella? De hecho, una estación de soldadura de escritorio (ver figura siguiente) es un equipo para trabajos de soldadura delicados: con microchips, etc., donde el sobrecalentamiento es inaceptable, la dispersión de la soldadura donde no es necesario y otros defectos. La estación de soldadura mantiene con precisión la temperatura establecida en la zona de soldadura y, si la estación funciona con gas, controla el suministro de gas allí. En este caso, el quemador está incluido en su kit, pero la antorcha de soldadura en sí es una estación de soldadura que no es más que una cantera: la Catedral de San Basilio.

Estaciones de soldadura de escritorio
Cómo soldar aluminio

Fundentes de soldadura para aluminio
Gracias a los fundentes modernos, la soldadura fuerte de aluminio generalmente no es más difícil que el cobre. El fundente F-61A está diseñado para su soldadura a baja temperatura, ver fig. Soldadura: cualquier análogo de las soldaduras Avia; hay diferentes a la venta. Lo único es que es mejor insertar una varilla de bronce estañado en el soldador con muescas en la punta, aproximadamente como una lima. Bajo una capa de fundente, raspará fácilmente una película de óxido fuerte, que no permite que el aluminio se suelde así.
Flux F-34A está diseñado para soldadura fuerte de aluminio a alta temperatura con soldadura 34A. Sin embargo, es necesario calentar la zona de soldadura con una llama con mucho cuidado: la temperatura de fusión del aluminio en sí es de solo 660 grados Celsius. Por lo tanto, es mejor utilizar la soldadura fuerte de aluminio a alta temperatura en una cámara sin llama (soldadura fuerte con calentamiento del horno), pero el equipo es costoso.
Revestimiento de cobre de aluminio para soldadura fuerte.
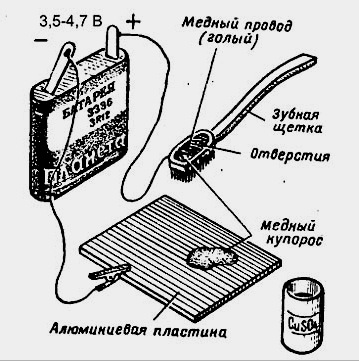
También existe un método «pionero» de soldadura fuerte de aluminio con un revestimiento de cobre preliminar. Es adecuado cuando solo se requiere contacto eléctrico y se excluyen las tensiones mecánicas en el área de soldadura, por ejemplo, cuando es necesario conectar la carcasa de aluminio al bus común de la placa de circuito impreso. La soldadura fuerte de aluminio «Pioneer» se lleva a cabo en la instalación que se muestra en la Fig. izquierda. Se vierte polvo de sulfato de cobre en el área de soldadura en un montón. Un cepillo de dientes más duro, envuelto en alambre de cobre desnudo, se sumerge en agua destilada y se frota con vitriolo con presión. Cuando aparece una mancha de cobre en el aluminio, se estaña y se suelda como de costumbre.
Soldadura fina
Soldar PCB tiene sus propias características. Cómo soldar piezas a placas de circuito impreso, en general, vea una pequeña clase magistral en las imágenes. Se elimina el estañado de alambres, porque los cables del componente de radio y los chips ya están estañados.
En un entorno de aficionados, en primer lugar, tiene poco sentido estañar todas las pistas que transportan corriente si el dispositivo funciona a frecuencias de hasta 40-50 MHz. En la producción industrial, los tableros se estañan con métodos de baja temperatura, por ejemplo. pulverización o galvanoplastia. Calentar las pistas con un soldador en toda su longitud empeorará su adhesión a la base y aumentará la probabilidad de deslaminación. Después de ensamblar el componente, es mejor barnizar el tablero. El cobre se oscurecerá inmediatamente por esto, pero esto no afectará el rendimiento del dispositivo de ninguna manera, a menos que estemos hablando de un microondas.
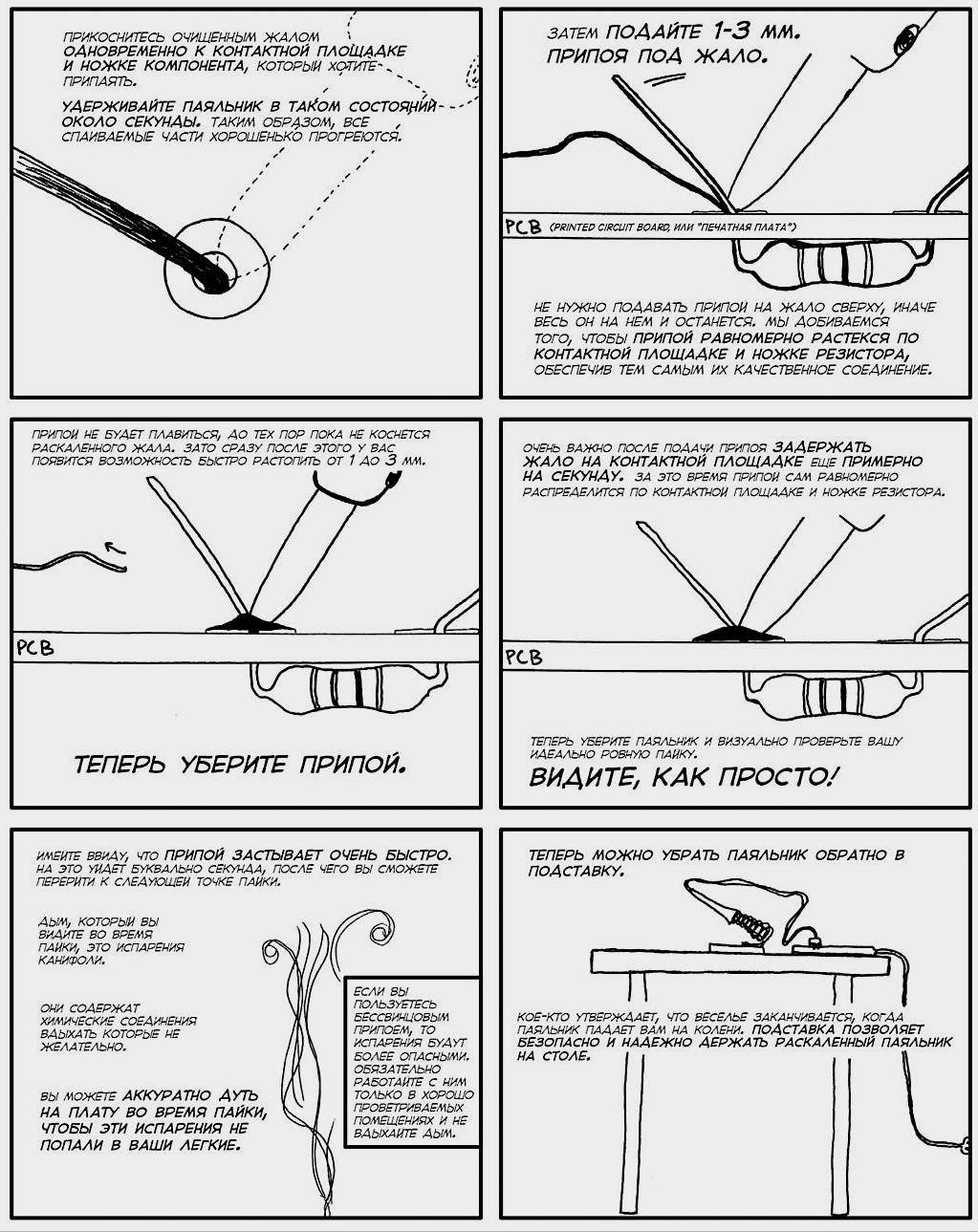
Soldar componentes electrónicos a una placa de circuito impreso
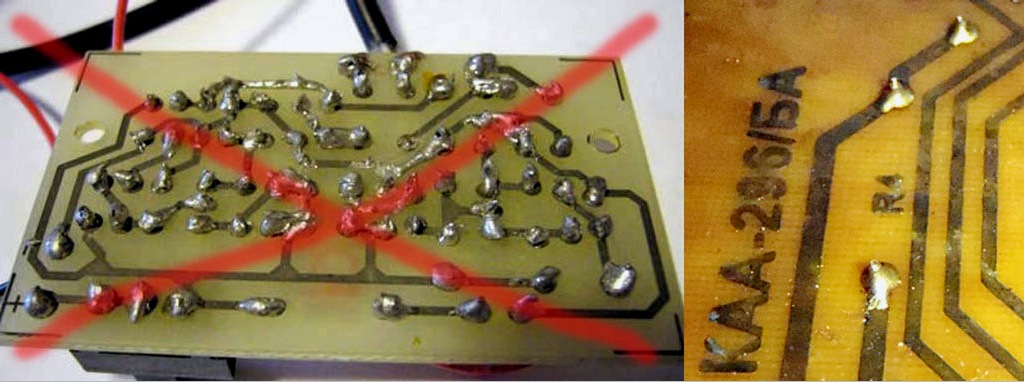
Luego, mire algo feo a la izquierda del camino. higo. Por tal matrimonio y en la mala memoria del MEP soviético (Ministerio de Industria Electrónica), los ensambladores fueron degradados a cargadores o trabajadores auxiliares. El punto no está ni siquiera en la apariencia o el gasto excesivo de una soldadura costosa, sino, en primer lugar, en el hecho de que durante el enfriamiento de estas placas, tanto las almohadillas de montaje como las piezas se sobrecalentaron. Y los cordones de soldadura grandes y pesados son pesos bastante inertes para pistas ya debilitadas. Los radioaficionados son muy conscientes del efecto: accidentalmente empujé la tabla de sepia al suelo – 1-2 o más pistas se despegaron. Sin esperar la primera soldadura.
Placas de circuito impreso conectadas de forma incorrecta y correcta
Los cordones de soldadura en las placas de circuito impreso deben redondearse de manera uniforme con una altura de no más de 0,7 del diámetro de la placa de montaje, ver a la derecha en la Fig. Las puntas de los cables deben sobresalir ligeramente de las cuentas. Por cierto, la tabla es completamente casera. Hay una forma en casa de hacer que el cableado impreso sea tan preciso y claro como el de fábrica, e incluso imprimir allí las inscripciones que desee. Manchas blancas: resplandor del barniz al fotografiar.
Los nódulos cóncavos y aún más arrugados también son un matrimonio. Solo un cordón cóncavo significa que no hay suficiente soldadura y está arrugado, excepto que el aire ha penetrado en la soldadura. Si el dispositivo ensamblado no funciona y existe la sospecha de que no gotea, mire primero en esos lugares.
Circuitos integrados y chips
De hecho, un microcircuito integrado (IC) y un chip son lo mismo, pero para mayor claridad, como es generalmente aceptado en tecnología, con microcircuitos, «mikrukh», dejaremos el IC en paquetes DIP, hasta grandes en términos de integración. , inclusive, con salidas hasta 2,5 mm, instaladas en orificios de montaje o tapones para soldar, si la placa es multicapa. Deje que los chips sean circuitos integrados súper grandes, «más de un millón», montados en la superficie, con un paso de plomo de 1,25 mm o menos, y microchips, circuitos integrados en miniatura en los mismos estuches para teléfonos, tabletas y computadoras portátiles. No tocamos procesadores y otras «piedras» con pines rígidos de varias filas: no están soldados, sino instalados en enchufes especiales, que se sueldan a la placa una vez que se ensambla en la empresa.
Tierra de soldador
Los circuitos integrados CMOS (CMOS) modernos en términos de sensibilidad a la electricidad estática son los mismos que TTL y TTLSh, tienen un potencial de 150 V durante 100 ms sin daños. El valor pico de la tensión de funcionamiento de la red de 220 V es de 310 V (220×1,414). De ahí la conclusión: se necesita un soldador de bajo voltaje, para un voltaje de 12-42V, conectado a través de un transformador reductor en el hierro, ¡no a través de un generador de impulsos o balasto capacitivo! Entonces, incluso una ruptura directa en la picadura no estropeará las costosas virutas.
Sigue habiendo picos de tensión de red accidentales y aún más peligrosos: la soldadura se encendió cerca, hubo una sobretensión de red, el cableado emitió chispas, etc. La forma más confiable de protegerse de ellos es no desviar los potenciales «perdidos» de la punta del soldador, pero no dejarlos salir de allí. Para esto, incluso en empresas especiales de la URSS, se utilizó un circuito para encender soldadores, que se muestra en la Fig .:
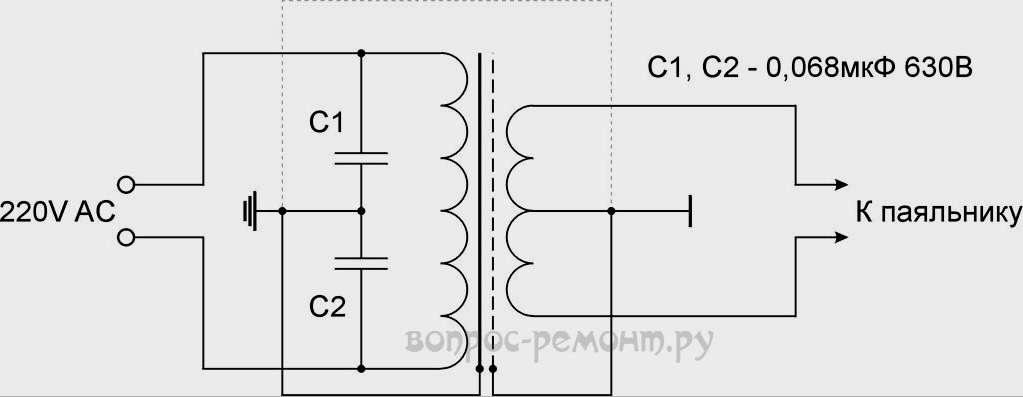
Diagrama de puesta a tierra del soldador eléctrico de baja tensión
El punto de conexión C1 C2 y el núcleo del transformador están conectados directamente al circuito de puesta a tierra de protección y al punto medio del devanado secundario: el devanado de blindaje (bucle abierto de lámina de cobre) y los conductores de puesta a tierra de los lugares de trabajo. Este punto está conectado al circuito con un cable separado. Con suficiente potencia del transformador, se pueden conectar tantos soldadores como desee, sin preocuparse por conectar a tierra cada uno por separado. En el hogar, los puntos ayb están conectados al terminal de tierra común con cables separados.
Microcircuitos, soldadura
Los microcircuitos en las cajas DIP están soldados como otros componentes electrónicos. Soldador – hasta 25 W. Soldar – POS-61; fundente – TAGS o alcohol colofonia. Es necesario lavar sus restos con acetona o sus sustitutos: el alcohol toma la colofonia con fuerza y es imposible lavarla completamente entre las piernas con un cepillo o un trapo.
En cuanto a los chips, y más aún a los microchips, no se recomienda encarecidamente que los especialistas de cualquier nivel los suelden a mano: se trata de una lotería con una ganancia muy problemática y una pérdida muy probable. Si se trata de sutilezas como reparar teléfonos y tabletas, tendrá que desembolsar una estación de soldadura. Usarlo no es mucho más difícil que usar un soldador de mano, vea el video a continuación, y los precios de estaciones de soldadura bastante decentes ya están disponibles.
Video: lecciones sobre soldadura de microcircuitos.
Microcircuitos, soldadura
«Correctamente», los circuitos integrados para comprobar durante la reparación no están soldados. Su diagnóstico se lleva a cabo en el lugar mediante probadores y métodos especiales, y el inutilizable se elimina de una vez por todas. Pero los aficionados no siempre pueden permitírselo, por lo tanto, por si acaso, a continuación ofrecemos un video sobre los métodos de soldadura de circuitos integrados en cajas DIP. Chips con microchips, los artesanos también logran desoldar, por ejemplo, deslizando un alambre de nicrom debajo de una fila de pines y calentándolos con soldadores secos, pero esta lotería es incluso menos ganadora que la instalación manual de circuitos integrados grandes y extra grandes.
Video: chips de soldadura – 3 formas
Cómo soldar tuberías
Las tuberías de cobre se sueldan a alta temperatura con cualquier aleación de cobre con una pasta de fundente activada que no requiere la eliminación de residuos. Son posibles otras 3 opciones:
- En acoplamientos de cobre (latón, bronce) – racores para soldar.
- Con distribución completa.
- Con distribución y compresión incompletas.
Soldar tubos de cobre en accesorios es más confiable que otros, pero requiere costos adicionales significativos para los acoplamientos. El único caso en el que es insustituible es el dispositivo de desvío; luego se utiliza una conexión en T. Ambas superficies a soldar no están estañadas de antemano, sino cubiertas con un fundente. Luego, la tubería se inserta en el accesorio, se fija de forma segura y se suelda la junta. La soldadura se considera completa cuando la soldadura deja de entrar en el espacio entre la tubería y el acoplamiento (se necesitan 0.5-1 mm) y sobresale del exterior con un pequeño rodillo. El retenedor se retira no antes de 3-5 minutos después de que la soldadura se haya endurecido, cuando la unión ya se puede sostener con la mano; de lo contrario, la soldadura no ganará fuerza y la unión fluirá algún día.
La forma en que se sueldan las tuberías con expansión completa se muestra a la izquierda en la Fig. La presión de la soldadura «dispensada» es la misma que la del accesorio, pero requiere más. herramientas especiales para desplegar el zócalo y aumentar el consumo de soldadura. La fijación de la tubería a soldar no es necesaria; se puede empujar en el zócalo con un giro hasta que se atasque firmemente, por lo tanto, la soldadura con una distribución completa a menudo se realiza en lugares inconvenientes para la instalación del retenedor.
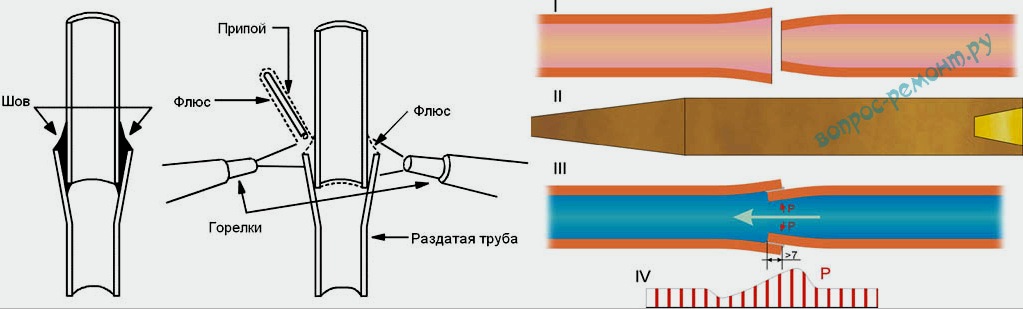
Soldadura de tubos de cobre
En el cableado doméstico de tuberías de paredes delgadas de pequeño diámetro, donde la presión ya es pequeña y sus pérdidas son insignificantes, puede ser aconsejable soldar con distribución incompleta de una tubería y estrechamiento de la otra, pos. Yo a la derecha en la Fig. Para preparar las tuberías, basta con un palo redondo de madera dura con una punta cónica de 10-12 grados en un lado y un orificio cónico truncado a 15-20 grados en el otro, pos II. Los extremos de los tubos se mecanizan hasta que encajen entre sí durante aprox. por 10-12 mm. Las superficies se estañan de antemano, se aplican a las estañadas con más fundente y se conectan antes de atascar. Luego se calienta hasta que la soldadura se derrita y la tubería cónica se apoya hasta que se atasca. El consumo de soldadura es mínimo.
La condición más importante para la confiabilidad de dicha junta es que el estrechamiento debe orientarse a lo largo del flujo de agua, pos. III. La ley de la escuela de Bernoulli es una generalización para un fluido ideal en una tubería ancha, y para un fluido real en una tubería estrecha, debido a su viscosidad (del fluido), el salto de presión máxima se desplaza en sentido opuesto a la corriente, pos. IV. Surge un componente de la fuerza de presión, presionando el tubo estrecho contra el tubo dispensado, y la soldadura es muy confiable.
¿Qué más?
Oh, sí, soportes para soldador. El clásico, a la izquierda de la figura, es apto para cualquier caña. Donde hay bandejas para soldadura y colofonia es su negocio, no hay regulación. Para soldadores de baja potencia con delantal, son adecuados los soportes simplificados, en el centro.

Soportes para cautín correctos e incorrectos
Las estaciones de soldadura están equipadas principalmente con enchufes de resorte o tubulares para soldadores. En ellos, toda la parte caliente de la herramienta es inaccesible al tacto, pero es más probable que los pase con un soldador, centrándose en soldar una fina «dispersión». Pero lo que ciertamente no se debe hacer, y lo que está directamente prohibido por TB, es un soporte hecho de materiales de desecho, en el que el soldador descansa sobre las bandejas para consumibles, a la derecha en la Fig.